西安多功能卧式加工中心
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。卧式加工中心可以完成各种复杂曲面、箱体、齿轮等零件的加工,提高零件的精度和表面质量。西安多功能卧式加工中心

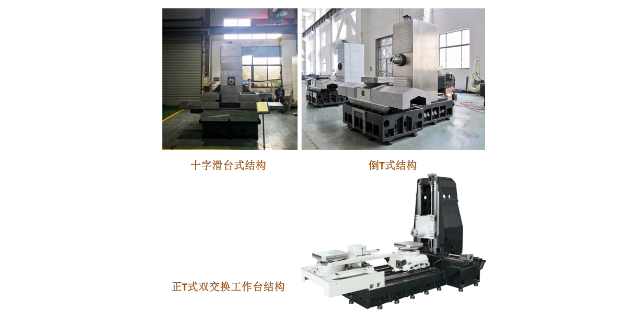
小型卧式加工中心采用了先进的节能技术,如变频调速、伺服驱动等,有效降低了机床的能耗。此外,机床还采用了封闭式结构设计,减少了切削液的飞溅和热量的损失,提高了能源利用率。这些节能环保的设计使得小型卧式加工中心在生产过程中,既能保证加工质量,又能降低能耗,实现绿色生产。小型卧式加工中心采用了模块化设计,各个部件和系统都具有较高的单独性。这使得机床在出现故障时,可以快速定位故障原因,便于维修。同时,模块化设计还可以降低维修成本,提高机床的使用寿命。此外,小型卧式加工中心还采用了先进的故障诊断技术,可以实时监测机床的工作状态,提前预警潜在的故障,避免生产事故的发生。新疆交换台卧式加工中心卧式加工中心主要由床身、工作台、主轴箱、立柱、刀库、数控系统等部分组成。
钻削是卧式加工中心用于加工孔的一种切削方式。钻削可以分为钻孔、扩孔、铰孔等。钻孔:钻孔是指用钻头在工件上加工出孔的过程。钻孔的优点是加工精度高,适用于各种材料的加工。但是,钻孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。扩孔:扩孔是指在已经加工出的孔上进行进一步加工,以扩大孔径的过程。扩孔的优点是可以提高孔的精度和表面质量。但是,扩孔时产生的热量较大,容易使工件变形,因此需要采取相应的措施来控制温度。铰孔:铰孔是指在已经加工出的孔上进行精加工,以提高孔的精度和表面质量的过程。铰孔的优点是可以提高孔的精度和表面质量。但是,铰孔时产生的热量较小,容易使工件变形,因此需要采取相应的措施来控制温度。
自动化卧式加工中心采用计算机控制,可以实现精确的数值控制,避免了人为误差对加工精度的影响。在传统的立式加工中心中,操作人员需要手动调整刀具、工件坐标等参数,容易出现误差。而在自动化卧式加工中心中,这些参数都是由计算机自动计算和调整的,减少了人为误差的产生。自动化卧式加工中心可以实现自动上下料、自动测量、自动换刀等功能,减少了人工操作的需求。与传统的立式加工中心相比,自动化卧式加工中心可以节省大量的人力资源,降低企业的人力成本。同时,自动化卧式加工中心的操作简单,易于培训,企业可以快速培养出一批熟练的操作人员,提高整体的生产效率。卧式加工中心的工作台通常采用线性导轨,具有较高的精度和稳定性。
卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数控系统对数控程序进行处理,生成相应的控制信号。伺服驱动:伺服电机根据数控系统的控制信号,驱动工作台、主轴等部件进行运动。切削加工:刀具在主轴的带动下,按照预定的刀具路径进行切削加工。切削过程中,数控系统实时监控刀具的使用状态和加工状态,确保加工质量和安全。工件卸夹:加工完成后,将工件从工作台上卸下,进行后续处理。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。贵阳零件卧式加工中心
卧式加工中心可以根据不同的工件进行编程,实现多种加工工艺的切换。西安多功能卧式加工中心
在卧式加工中心的切削过程中,由于刀具和工件的摩擦产生热量,使得工件产生热变形。热变形会导致工件尺寸发生变化,影响加工精度。特别是在精密加工领域,热变形对加工精度的影响尤为明显。因此,对工件进行有效的冷却是保证加工精度的关键。卧式加工中心的冷却系统通过喷射冷却液的方式,将切削区域产生的热量迅速带走,降低工件的温度,从而减小热变形对加工精度的影响。同时,冷却液还可以润滑工件表面,减少摩擦,降低切削力,进一步提高加工精度。西安多功能卧式加工中心
上一篇: 宁夏高效率五轴联动加工机
下一篇: 拉萨高效率卧式加工中心