山东分装隔离器哪个品牌好
无菌分装隔离器能够持续保持100级洁净度,传统无菌室在物料传递和人员操作时,很难完全避免对洁净空间的污染,导致洁净度下降。而无菌分装隔离器通过双门传递技术,有效地解决了这个问题,保证了洁净空间的持续无菌状态。其次,无菌分装隔离器具有较高的安全性。传统无菌室中,人员需要直接接触洁净空间进行操作,存在一定的安全风险。而无菌分装隔离器通过双门传递技术,将人员与洁净空间隔离开来,降低了操作过程中的安全风险。此外,无菌分装隔离器还具有较高的灵活性和可扩展性,满足不同场景的需求。无菌分装隔离器的控制系统的用户界面友好,操作直观便捷,提高工作效率。山东分装隔离器哪个品牌好

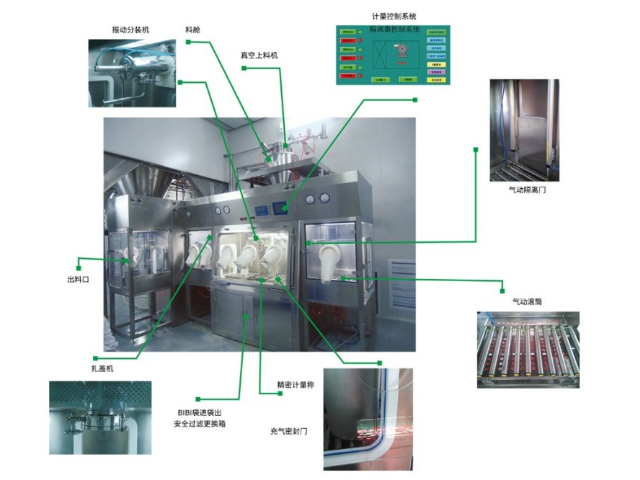
无菌分装隔离器系统主要包括以下几个部分:1、无菌隔离操作区域:这是系统的关键部分,提供了一个完全封闭、无菌的操作空间。在这个区域内,操作人员可以进行药品的分装、称量、混合等关键生产步骤,确保产品免受外界微生物的污染。2、物料传递区域:为了确保无菌操作区域的完整性,物料传递区域采用了特殊的设计,如传递窗、传递柜等,使物料在进入和离开无菌区域时能够保持无菌状态。3、袋进袋出污染物收集处理器:该系统能够有效收集和处理生产过程中产生的废弃物,防止污染物扩散,同时减少了对环境的污染。河南分装隔离器的价格无菌分装隔离器采用先进的物料传递系统,确保物料在无菌状态下进出。
生产型无菌分装隔离器是制药工艺中的关键设备之一,主要用于药品的无菌分装和包装过程。它采用高度封闭的结构设计,通过正压或负压控制系统,确保整个分装过程在无菌环境下进行。生产型无菌分装隔离器具有自动化程度高、分装精度高、生产效率高等优点,可有效提高药品生产的质量和效率。在生产型无菌分装隔离器的应用过程中,需要严格控制操作环境,确保操作人员的无菌操作技能熟练,并定期对设备进行清洁、维护和验证。此外,还需要对分装过程中的关键参数进行实时监控和记录,如分装速度、分装量、分装压力等,以确保药品分装的一致性和稳定性。
称量取样型无菌分装隔离器主要用于药品生产过程中的称量、取样等操作,它通常配备有精确的称量系统和安全的取样机构,能够在保证无菌的前提下,实现对药品的精确称量和取样。在制药工艺中,称量取样是一个关键的环节。精确的称量能够确保药品的配方准确性,而安全的取样则能够避免对药品造成污染,称量取样型无菌分装隔离器通过其独特的设计和功能,有效地解决了这些问题。称量取样型无菌分装隔离器的使用,不仅提高了制药过程的准确性和安全性,还降低了操作人员的劳动强度。通过双门传递技术,无菌分装隔离器确保了物料传递过程的无菌性,为产品质量提供了有力保障。

无菌分装隔离器是一种用于确保在高度无菌条件下进行产品分装的设备,它通过物理手段构建一个封闭且高度洁净的工作空间,有效防止外部污染物进入,确保内部的无菌状态。这种隔离器的关键设计理念在于将无菌工艺过程与外部环境彻底隔绝,一定程度地降低微生物污染的风险。其中,双门传递技术是无菌分装隔离器的一大亮点。传统的单门传递方式,虽然能够一定程度上阻断外界与内部无菌环境的直接接触,但在物料传递过程中,仍然存在空气流动、人员操作等因素导致的潜在污染风险。而双门传递技术则巧妙地解决了这一问题,其设计了前后两道互锁的气密门,形成一个严格的隔离区,物料必须经过前门进入隔离区,在此区域内进行灭菌处理后,再通过后门进入无菌分装区域。这样的设计不仅有效避免了物料传递过程中的污染,同时也减少了人员在无菌环境中的活动频率和时间,极大提升了无菌环境的稳定性与持久性。无菌分装隔离器具有高度的密封性,有效防止外部污染物的进入,保证药品的无菌状态。常州分装隔离器有哪些厂家
无菌分装隔离器采用高质量材料制造,耐腐蚀、耐磨损,使用寿命长。山东分装隔离器哪个品牌好
无菌分装隔离器的舱体设计通常考虑到操作的便利性,可以根据需要调整大小和形状,以适应不同规模的生产需求。此外,舱体的透明设计使得操作人员可以清晰地观察到操作过程,便于及时发现问题并进行调整。无菌分装隔离器的舱体采用可移动式设计,使得设备可以方便地移动到不同的工作区域,适应不同的生产环境。这种设计不仅提高了设备的灵活性,也降低了对外部环境的特殊要求,从而节省了建设和改造成本。由于无菌分装隔离器能够在内部创造出一个相对无菌的工作环境,因此它对外部环境的要求相对较低。这使得设备可以适应更多的生产场所,无需对生产环境进行大规模的改造和升级,进一步降低了生产成本。山东分装隔离器哪个品牌好
上一篇: 西宁正压隔离器
下一篇: 山西在线尘埃粒子计数器公司