南宁小型行星减速机供应商
提升行星减速机散热效率的方法:行星减速机工作一段时间后,由于热量的积聚,箱体的温度以及持续不断升高,箱体包括传动控制系统会处于一个高温状态,会影响减速器的稳定性及工作效率,所以需要进行散热处理。一般减速器通过箱体壁进行散热,但效率较低,那么如何提升行星减速机散热效率呢?增加散热量:如果普通机柜不能满足散热要求,可在机柜外加装散热器。应安装散热器,使空气自然循环。系统冷却:风扇散热,操作简单,易于操作。然而,风扇冷却方式的缺点是,有些环境下不能使用。润滑油循环:在行星减速机外部安装水冷、风冷装置对润滑油进行冷却,冷却后的润滑油返回减速器进行润滑。这种冷却主要用于高功率或高环境温度的情况。其优点是冷却效果好,使用寿命长。提高行星减速机的散热效率有利于设备的散热,而多余的热量将及时地被消耗掉,以防止患者机体过热。创日精工减速机专注生产20年,价格实惠,结构紧凑,性能稳定,精度高,寿命长!是您的放心之供应商。南宁小型行星减速机供应商
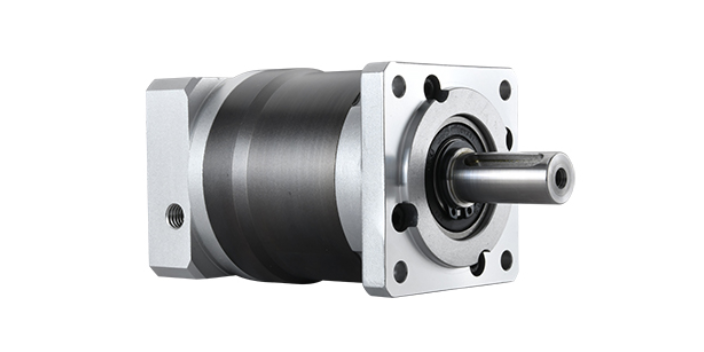
行星减速机产品有多种型规格,行星传动级数有1级、2级和3级。减速比:3~1000r/min,输出转矩:高至28000Nm。可装配的电机功率:0.1-500KW。安装形式:底脚安装、法兰安装、扭力臂安装。出轴方式:实心轴、渐开线花键实心轴、开线花键空心轴、带胀紧盘空心轴。标准工作温度-25—+90℃、特殊工作温度-40—+120℃。回程间隙单级精密间隙<3arc-min、标准间隙<8arc-min。双级精密间隙<5arc-min、标准间隙<10arc-min、三级精密间隙<8arc-min、标准间隙<12arc-min。南宁小型行星减速机供应商创日精工行星减速机是您的减速机选型方案**,超长质保,现货供应,欢迎来电咨询。

行星减速机的部件淬火方式,表面淬火:常见的表面淬火方法有高频淬火(对小尺寸齿轮)和火焰淬火(对大尺寸齿轮)两种。表面淬火的淬硬层包括齿根底部时,其效果明显,表面淬火常用材料为碳的质量分数约0.35%~0.5%的钢材,齿面硬度可达45~55HRC。渗碳淬火:渗碳淬火齿轮具有相对的承载能力,但必须采用精加工工序(磨齿)来消除热处理变形,以保证精度。渗碳淬火齿轮常用渗碳前碳的质量分数为0.2%~0.3%的合金钢,其齿面硬度常在58~62HRC的范围内。若低于57HRC时,齿面强度下降,高于62HRC时则脆性增加。轮齿心部硬度一般以310~330HBW为宜。渗碳淬火齿轮的硬度,从轮齿表面至深层应逐渐降低,而有效渗碳深度规定为表面至深层应逐渐降低,而有效渗碳深度规定为表面至硬度52.5HRC处的深度。渗碳淬火在轮齿弯曲疲劳强度方面的作用除使心部硬度有所提高外,还在于有表面的残余压应力,它可使轮齿拉应力区的应力减小。因此磨齿时不能磨齿根部分,滚齿时要用留磨量滚刀。渗氮:采用渗氮可保证轮齿在变形较小的条件下达到很高的齿面硬度和耐磨性,热处理后可不再进行二次的精加工,提高了承载能力。这对于不易磨齿的内齿轮来说,具有特殊意义。
减速机基础知识要点——转动惯量J[Kgcm2]:表示一个物体尽力保持自己转动状态(或静止或转动)特性的一个值。样本中的值均指输入端。
惯量比λ:是指负载惯量与传动系统惯量(电机加上齿轮箱)之间的比值。这个比值决定了系统的可控性。λ值越大,也就是各转动惯量差值越大,高动态的动作过程就越难精确控制,建议尽可能将入值控制在<5。齿轮箱可以将负载惯量降低1/i2。
扭转刚度Ct21[Nm/Arcmin]:由加载力矩和所产生的扭转角之间的比率来定义。Ct21=△T/△ψ。它说明需要用多大的力矩才能把输出轴转动一弧分。扭转刚度是从迟滞曲线得出的。在曲线图上只需要关注T2B的50%和100%这个范围,在这个范围内,曲线可看成是一条直线。
弧分[arcmin]:一度分为60弧分(=60arcmin=60′).如回程间隙标为1arcmin时,意思是说齿轮箱转一圈,输出端的角偏差为1/60°。在实际应用中,这个角偏差与轴直径有关b=2•π•r•a°/360°。就是说,输出端直径为500mm时,齿轮箱精度为jt=3′时,齿轮箱转一圈的偏差为b=0.4mm。 创日精工-专注减速机产品,型号齐全,品质优良!公司不断引进先进的技术和工艺装备,只为客户放心。
行星减速机一般用于低速、高扭矩的传动设备。扭矩计算非常重要,注意加速度的最大扭矩值(TP)是否超过行星减速机的最大负载扭矩。如果计算了扭矩,转动电机。内燃机或其他高速动力可以通过将输出轴上的大齿轮与行星减速机输入轴上的少齿齿轮啮合来达到减速的目的。普通行星减速机也会有几对原理相同的齿轮,以达到减速的理想的效果。大小齿轮的齿数之比就是传动比。行星减速机减速并增加输出扭矩。转矩输出比基于电机输出乘以减速比,但注意不要超过行星减速机的额定转矩。行星减速机是一种动力传动机构,几乎可以在所有类型的机械传动系统中看到,从船舶和车辆机车、重型建筑机械和工具到日常生活中的普通机械和工具。其应用范围从大功率传动到小负载、精确角度传动。在工业应用中,行星减速机具有减速和增加扭矩的功能。它被广泛应用于转速和转矩转换设备中。减速也会减小负载的惯性,惯性是减速比的平方。对于行星减速机的寿命来说,转速可以满足正常运行,但是当伺服完全输出时,出现不足现象,我们可以在电机侧的驱动器上进行限流控制。雷蒙德磨、高压悬浮辊磨等工业粉磨设备和颚式破碎机、冲击式破碎机、制砂机、细碎机等破碎设备,并获得大扭矩机构创日精工拥有丰富的选型经验,专业工程师为你提供完整的选型标准,是您的放心之选。佛山精密行星减速机规格
行星减速机大品牌,规格齐全,JIG出品,品质保证,厂家直销,提供24小时快速发货,库存充足。南宁小型行星减速机供应商
行星减速机齿轮加工的重要细节。一:齿轮坯开始进入加工阶段由于齿轮的传动精度主要取决于齿廓的准确性和螺距分布的均匀性,这是直接关系到定位的准确性的参考(孔和端面)时使用切割齿轮,齿轮加工在这个阶段主要是单程处理后的齿廓准备好数据,使齿的内孔和端面的精度基本达到规定的工艺要求。在这一阶段,除了加工基准外,在这一阶段的后期也应尽可能多地完成除齿廓以外的加工。二:齿廓加工对于不需要淬火的齿轮,这一阶段也是齿轮加工的后期阶段。对完全符合图纸要求的齿轮进行加工。对于需要淬硬的齿轮,这一阶段须加工齿形精加工所要求的齿形精度,加工是保证齿轮加工精度的关键阶段。应该给予特别关注。三:热处理阶段在齿轮加工的这一阶段,主要的硬化处理是使齿面达到要求的硬度。四:齿廓修整阶段这个阶段的目的是纠正齿轮淬火后产生的齿形变形,进一步提高齿形精度,降低表面粗糙度,以达到精度要求。在这个阶段的齿轮加工,定位参考面(孔和端面)应该首先削减,因为齿轮的内孔和表面淬火后变形,如果直接使用这样一个表面淬火未经修正的齿轮很难满足齿轮精度的要求。用修边基准平面定位进行齿廓修整,定位准确可靠,边缘间距相对均匀,这样的齿轮才能更好的稳定减速机的精度南宁小型行星减速机供应商
上一篇: 厦门涡轮蜗杆减速机品牌
下一篇: 芜湖FEL行星减速机参数