厦门涡轮蜗杆减速机型号
涡轮蜗杆减速机的正确安装、使用和维修是保证机械设备正常运行的重要环节。1.减速器安装时应注意传动中心轴的对准,误差不应大于所用联轴器的补偿量。良好的对准可延长使用寿命,获得理想的传动效率;2. 在输出轴上安装传动部件时,不允许用锤子敲击。一般采用装配夹具和轴端内螺纹,用螺栓将传动部件压入,否则可能损坏减速器的内部部件;3.减速机应牢固安装在稳定的水平基础上或底座上,排油罐内的油应能排出,冷却空气循环应顺畅。如果基础不可靠,在运行过程中会引起振动和噪声,并损坏轴承和齿轮。4. 按规定安装装置,确保工作人员能轻易接近油位、排气塞、放油塞。安装到位后,应检查安装位置的准确性和各紧固件的可靠性,并在安装后能灵活转动。减速机采用油池飞溅润滑。操作前,用户需将通风口的堵头取下,用通风口堵头更换。根据不同的安装位置,打开油位塞的螺丝,检查油位线的高度。从油位塞中加油,直至润滑油从油位塞螺孔溢出。将油位塞拧上后,即可进行空载试车。试运转时间不得少于2小时。运行应平稳,无冲击、振动、噪声、漏油等现象,如有异常应及时排除。过一段时间后,应再次检查油位,以防止套管可能引起的泄漏。如果环境温度过高或过低,可以更换润滑油的品牌创日精工减速机型号齐全,规格多样,专业定制非标减速机用技术提升品质,以实力赢得客户 , 是您的放心之选。厦门涡轮蜗杆减速机型号
涡轮蜗杆减速机传动机械中齿轮轴常用的材料有45钢的碳钢、40Cr、20CrMnTi的合金钢等。由于齿轮轴的强度要求较高,采用圆钢直接加工会消耗大量的材料和劳动力。加工毛坯时,如锻件为自由锻件,须按GB/T15826标准加工;如果毛坯是模锻件,加工余量须符合GB/T12362体系标准。为防止锻件出现晶粒不均匀、裂纹、裂纹等锻造缺陷,应按照有关锻件国家评定标准进行检验。许多齿轮轴的毛坯大多采用碳素结构钢和合金钢。为了提高材料的硬度并便于加工,热处理采用正火热处理,即:正火工艺,温度960℃,风冷,硬度值保持HB170-207。正火热处理还可以细化锻件的晶粒,使结晶组织均匀,消除锻造应力,为以后的热处理奠定基础。粗车削的主要目的是减少毛坯表面的加工余量,而主表面的加工顺序取决于零件预留基准的选择。齿轮轴类零件的特性和各曲面的精度要求都受到定位基准的影响。齿轮轴类零件通常采用轴作为定位基准,这样可以使该基准与设计基准统一重合。在实际生产中,以外圆为粗略定位基准,以齿轮轴两端中心孔为定位精度基准,误差控制在尺寸误差的1/3 ~ 1/5范围内。初步热处理后,将毛坯在两个端面上翻转或碾磨(用划线修正),然后标记两端中心孔,钻两端中心孔,然后将外圆粗化。厦门涡轮蜗杆减速机型号减速机精选创日精工-10年口碑厂家,可协助客户将减速机导入机械产品中,是您挑选减速机的放心之选。

齿轮是指在轮辋上有齿轮的机械部件,减速机齿轮连续啮合以传递运动和动力。齿轮在传动中的应用很早就出现了。齿轮的正常运行将直接影响到机械设备的效率。因此,在设备维修时,检查齿轮是否能正常运转是非常重要的。接下来ATV齿轮、齿轮定制和齿轮厂家将一起来看看如何判断齿轮是否出故障。1.齿面磨损。在正常情况下,只要润滑油中混入磨料颗粒,运行过程中就会造成齿面磨料磨损。2.用润滑油粘住牙齿表面。一旦润滑状况不佳,牙齿表面之间的油膜就会消失,使两牙金属表面直接接触,进而产生相互粘连。当两个齿面继续相对移动时,较硬的齿面沿滑动方向撕裂较软的齿面上的部分材料,形成齿槽。3.疲劳点蚀。当齿面较长时,在交变接触应力作用下,齿面刀痕处会出现细小裂纹。随着时间的推移,这种裂纹逐渐在表层扩展。裂纹形成环形后,齿面出现了小面积的剥落,形成了一些疲劳浅坑。4. 齿轮的齿断了。在齿轮的运行工程中,如悬臂梁,当齿轮根部受到脉冲周期性应力超过齿轮材料的疲劳极限时,根部就会出现裂纹并逐渐扩展。当剩余部分无法接受传输负载时,会发生断齿。齿轮在运行过程中也可能由于严重的冲击、不平衡的负载和不均匀的原材料而造成齿断
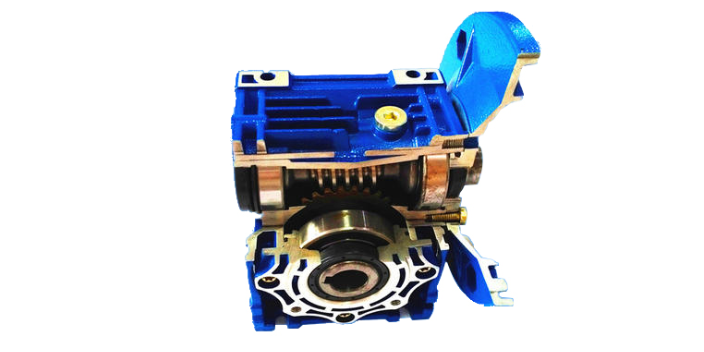
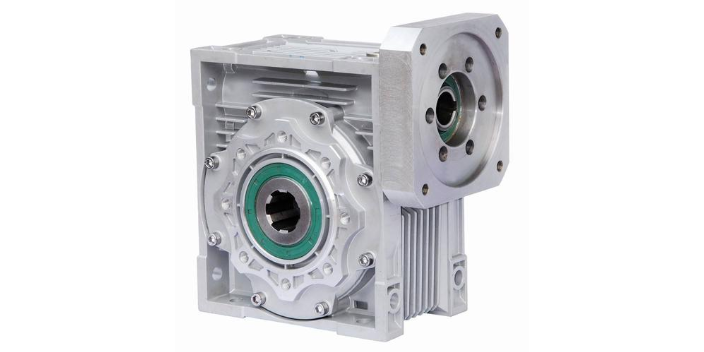
RV系列铝合金蜗轮蜗杆减速机基本结构主要由传动零件蜗轮蜗杆、轴、轴承、箱体及其附件所构成。可分为有三大基本结构部:箱体、蜗轮蜗杆、轴承与轴组合。箱体是蜗轮蜗杆减速机中所有配件的基座,是支承固定轴系部件、保证传动配件正确相对位置并支撑作用在减速机上荷载的重要配件。蜗轮蜗杆主要作用传递两交错轴之间的运动和动力,轴承与轴主要作用是动力传递、运转并提高效率。减速机的作用主要有:1、降速同时提高输出扭矩,扭矩输出比例按电机输出乘减速比,但要注意不能超出减速机额定扭矩。2、减速同时降低了负载的惯量,惯量的减少为减速比的平方。JIG行星减速机,产品通过ISO9001质量体系认证,向用户提供质量可靠的减速机!是您的放心之选。
齿轮齿面磨损的修复方法调整换位法、位移切削法、镶齿修复法和堆焊修复法是齿轮齿面磨损常用的四种修复方法。1.调整换位方法:更换磨损齿轮的轴承,继续使用未磨损或磨损较小的齿轮零件。适用于因单向运转而造成齿面磨损的齿轮传动机构的修复。对称结构的单面磨耗齿轮,可直接翻转180°重新安装使用;锥齿轮或正反转齿轮不能通过调整换位进行修理。2.偏位切削法:我们采用大排量的方法,将报废齿轮的某个数值,轮径滚刀,再次切出齿面腐蚀的部分,用负位移,将大齿轮小齿轮用正位移,加工后已成为新齿轮传动参数不变,从而导致大齿轮的修复,投入使用。金属加工厂人字轮磨损,Mn=16,Z=170,齿面点蚀,坑深约2~3mm。经过研究,对大齿轮进行大位移修复,并分别制作一个匹配的小齿轮。从而恢复了齿轮副的正常使用。3.插齿修齿法:对于小负荷、低速的齿轮,将个别齿敲除后,修齿时在刨床上刨出坏齿轮的齿根梯形槽,将槽形相同的新齿胚压入一定的松紧度,焊接牢固或用螺栓连接成型。4.堆焊修复方法:个别齿轮齿面磨损或齿端两侧磨损,可根据齿轮的损伤情况,在齿轮的整个或部分表面堆焊一层或几层金属。齿轮的焊接修理可分为电焊和气焊。堆焊齿轮修复,操作作简单,修复质量较好。减速机大品牌,规格齐全,JIG出品,品质保证,厂家直销,提供24小时快速发货,库存充足。合肥铸铁涡轮蜗杆减速机
减速机行业标准制定者,引进德国技术与设备,20年专注减速器,蜗轮、行星、齿轮、硬齿面,摆线减速机。厦门涡轮蜗杆减速机型号
涡轮蜗杆减速机针对磨损问题,企业传统解决办法是补焊或刷镀后机加工修复,但两者均存在一定弊端:补焊高温产生的热应力无法完全消除,易造成材质损伤,导致部件出现弯曲或断裂;而电刷镀受涂层厚度限制,容易剥落,且以上两种方法都是用金属修复金属,无法改变“硬对硬”的配合关系,在各力综合作用下,仍会造成再次磨损。对一些大的轴承企业往往无法现场解决,还要依赖外协修复。当代西方国家针对以上问题多采用高分子复合材料的修复方法,而应用较多的有美嘉华技术产品,其具有较强的附着力,优异的抗压强度等综合性能。应用高分子材料修复,可免拆卸免机加工既无补焊热应力影响,修复厚度也不受限制,同时产品所具有的金属材料不具备的退让性,可吸收设备的冲击震动,避免再次磨损的可能,并极大延长设备部件的使用寿命,为企业节省大量的停机时间,创造巨大的经济价值。 而针对渗漏问题,传统方法需要拆卸并打开减速机后,更换密封垫片或涂抹密封胶,不仅费时费力,而且难以确保密封效果,在运行中还会再次出现泄漏。高分子材料可现场治理渗漏,材料具备的优越的粘着力、耐油性及350%的拉伸度,克服减速机振动造成的影响,很好地为企业解决了减速机渗漏问题。厦门涡轮蜗杆减速机型号
深圳市创日精工科技有限公司是一家贸易型类企业,积极探索行业发展,努力实现产品创新。公司是一家私营有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的减速机,中空旋转平台,伺服电机,调速器。创日精工顺应时代发展和市场需求,通过**技术,力图保证高规格高质量的减速机,中空旋转平台,伺服电机,调速器。
上一篇: 广州精密减速机参数
下一篇: 惠州硬齿面减速机规格