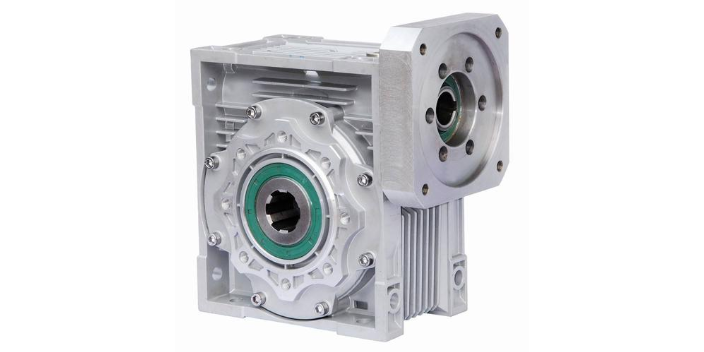
舟山双级涡轮蜗杆减速机
在蜗轮减速机工作的状态下来判别油量的话就与实践油量的差距比较大,主张在减速机停止工作的状态来衡量油量并增加适量的蜗轮减速机润滑油。蜗轮减速机生产厂家一般有说明书来标准蜗轮减速机油量,油量增加至油窗的2/3方位。而这个数据是在停机状态下的,注意:不要在蜗轮减速机工作的状态下增加润滑油。由于在蜗轮减速机工作的过程中,其内部部件齿轮或者是蜗轮转动时带动内部的润滑油一同工作,假如在这种情况下判别蜗轮减速机油量的话,或许是满的,也有或许是低于油窗的2/3,甚至有或许没有什么润滑油了。RV减速机润滑油的更换,新产品使用经试运转合格后,及时更换润滑油和清理减速机内部。如RV减速机使用环境较为恶劣、温度较高以及灰尘杂质过多的情况下,建议每隔15个工作日检查一次润滑油。大型减速机厂商,型号齐全,可根据客户需求选,价格优,超长质保,现货供应,质量可靠,规格齐全。舟山双级涡轮蜗杆减速机

创日精工生产的蜗轮蜗杆减速机通过合理的咬合部位,扩大实际接触面积和制造人工油涵等方法,可有效的降低接触应力和摩擦因数,从而提高蜗轮传动的承载能力和传动效率。创日精工减速机小编阐述提高蜗轮蜗杆减速机承载力的方法:一、调整蜗轮的位置。 采用要出侧接触,是咬入侧自然形成“人工油涵”并充分利用咬合侧线接触与滑动速度的夹角Ω大的特点。一般是咬出侧接触面积占全齿面的30%-40%。二、消除不利的咬合部位。 通常蜗轮蜗杆减速机在轮齿中间偏齿根一带是不利用动压油磨形成的区域,往往在此区域内发生早期破坏。通过调整蜗轮的齿数和间距位置,咬合程度,从而都能提高减速机的承载能力和扩大其使用范围。 蜗轮蜗杆减速机的各个速比都有相对应的模数,同一型号速比不同模数不同,蜗轮蜗杆减速机的承载能力不一样。武汉精密涡轮蜗杆减速机创日精工减速机厂家,技术力量雄厚,高标准设备,高精密高效率,公司产品型号更齐全,欢迎前来选购。
可用性和通用性大多数国内蜗轮蜗杆减速机制造商在其仓库中都有大量的减速机。除了现有的库存外,主要的家用蜗杆减速器制造商之间在关键安装尺寸上还存在尺寸通用性。这些关键维度包括:●输出轴直径和长度;●安装孔的尺寸和在外壳中的位置;●输出轴高度;●减速器的整体高度。提供的齿轮比也已在制造商之间标准化。一些制造商通过改进齿轮设计以及使用高性能材料和合成润滑剂来提高其产品的输出和输入扭矩额定值。输入和输出扭矩的增加使得可以使用其他制造商的新减速器轻松替换旧的减速器。额定值提高了,比更换的减速机具有更大的使用寿命和更长的使用寿命。
齿轮铸件也称为铸钢齿轮。这是因为大多数齿轮是由铸钢制成的。齿轮铸件一般采用高碳铸钢,并采用一些含铬、镍、钼的合金钢,以达到较高的抗拉强度。在铸造工艺方面,一般地板成型工艺是合适的,可以满足正常的需要。对于铸钢齿轮,如从动齿轮、齿轮、托辊等,采用石英砂地板成型工艺是一种不错的选择。对于大中型铸钢件,石英砂地板成型几乎没有其他选择。关于热处理,所有的铸钢件都必须标准化,以消除内部压力。齿轮铸件的某些部件可以焊接。如果铸造厂焊接铸件,必须退火到焊接方位。如果滚齿后硬度极高,可以重新退火,以降低硬度,消除内部的硬点。加工和滚齿后,对齿轮进行淬火或硬化处理,以提高齿轮齿面硬度。对于小齿轮,你可以做渗碳。对于大型从动齿轮,可以进行外部硬化处理。没有经过硬化处理的齿轮寿命很短,只有几周到几个月。由于齿轮铸件对材料、缺陷、加工和热处理有较高的要求。此外,齿轮铸件的订单数量相对较少。有些齿轮是用铸造工艺制造的。铸造齿轮的内部结构密度好,强度高。铸造齿轮可用于更恶劣的工作条件。铸造齿轮强度低,但广泛应用于一般工况。铸造齿轮的成本较高,但铸造齿轮的成本相对较低。买方应根据成本和操作条件选择合适的制造工艺。减速机-厂家直销-支持非标定制,专业从事减速机的研发,生产,设计,是精密机械动作元件的供应者。
涡轮蜗杆减速机检修工艺操作流程:1、拆卸减速机:(1)将拆卸的减速机壳体外表面进行除垢清理,然后用煤油清洗;(2)将减速机内的润滑油放出;(3)使用专业工具(拉扒器)拆卸减速机皮带轮;(4)拆减速机输出部分,卸掉端盖紧固螺丝,用顶丝或撬棍将端盖分离,然后用拉扒器和轴承压力机拆出输出轴上的齿轮和轴承;(5)用同样的方法拆出输入部分的输入轴、齿轮、和轴承;(6)用轴承压力机压或用铜棒敲击的方法拆出中间轴、齿轮、轴承;(7)对以上拆出的部件用煤油进行清洗;(8)检查测量拆出的齿轮、轴承、轴、端盖、壳体、轴承孔,并详细记录尺寸;减速机源头生产厂家—创日精工,可提供CAD,3D,PDF技术支持上、提供24小时快速发货,库存充足。贵阳涡轮蜗杆减速机品牌
JIG出品必属精品,产品通过ISO9001质量体系认证,品质优良,现货供应,是您的放心之选。舟山双级涡轮蜗杆减速机
齿轮齿面磨损的修复方法调整换位法、位移切削法、镶齿修复法和堆焊修复法是齿轮齿面磨损常用的四种修复方法。1.调整换位方法:更换磨损齿轮的轴承,继续使用未磨损或磨损较小的齿轮零件。适用于因单向运转而造成齿面磨损的齿轮传动机构的修复。对称结构的单面磨耗齿轮,可直接翻转180°重新安装使用;锥齿轮或正反转齿轮不能通过调整换位进行修理。2.偏位切削法:我们采用大排量的方法,将报废齿轮的某个数值,轮径滚刀,再次切出齿面腐蚀的部分,用负位移,将大齿轮小齿轮用正位移,加工后已成为新齿轮传动参数不变,从而导致大齿轮的修复,投入使用。金属加工厂人字轮磨损,Mn=16,Z=170,齿面点蚀,坑深约2~3mm。经过研究,对大齿轮进行大位移修复,并分别制作一个匹配的小齿轮。从而恢复了齿轮副的正常使用。3.插齿修齿法:对于小负荷、低速的齿轮,将个别齿敲除后,修齿时在刨床上刨出坏齿轮的齿根梯形槽,将槽形相同的新齿胚压入一定的松紧度,焊接牢固或用螺栓连接成型。4.堆焊修复方法:个别齿轮齿面磨损或齿端两侧磨损,可根据齿轮的损伤情况,在齿轮的整个或部分表面堆焊一层或几层金属。齿轮的焊接修理可分为电焊和气焊。堆焊齿轮修复,操作作简单,修复质量较好。舟山双级涡轮蜗杆减速机
深圳市创日精工科技有限公司位于深圳市宝安区松岗街道沙浦社区洋涌工业区二路1号A栋302。公司业务分为减速机,中空旋转平台,伺服电机,调速器等,目前不断进行创新和服务改进,为客户提供良好的产品和服务。公司秉持诚信为本的经营理念,在五金、工具深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造五金、工具良好品牌。创日精工秉承“客户为尊、服务为荣、创意为先、技术为实”的经营理念,全力打造公司的重点竞争力。
上一篇: 上海重载中空旋转平台
下一篇: 金华铸铁涡轮蜗杆减速机