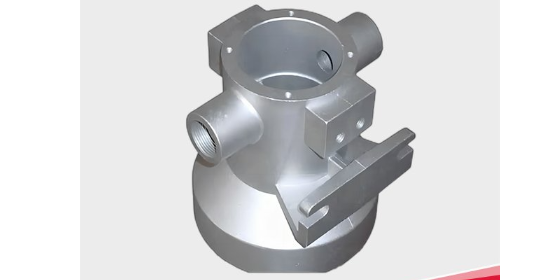
电力机械类精密铸造件加工
技术创新与发展:随着科技的进步,精密铸造技术也在不断发展,例如氧化物陶瓷型壳技术的发展,这有助于提高铸件的性能,尤其是在金属-陶瓷界面反应和铸件氧含量控制方面的进步,这些都有助于提升产品的耐久性和可靠性。环境适应性设计:在设计阶段,考虑到能源产业的特殊环境条件,精密铸造件会采用特定的设计标准和规范,以确保其在极端环境下的性能不受影响。符合环保标准:精密铸造企业的废物、废气排放达到国家标准或地方标准,这也体现了其在生产过程中对环境保护的重视,间接保证了产品的质量和可靠性。行业规划与优化:根据《我国精密铸造产业“十二五”发展规划》,预计企业数量将减少,同时大幅度降低铸造能源消耗,30%企业达到发达工业化国家水平,这样的规划有助于推动技术进步和产品质量的提升。精密铸造件表面粗糙度低,通常需要经过抛光、喷砂或电镀等后处理工序。电力机械类精密铸造件加工

成本考虑:在满足性能要求的前提下,材料的成本也是一个重要考虑因素。有时可以通过材料替代或优化设计来降低成本,同时保持所需的性能。加工与后处理:考虑到后续可能需要的加工和表面处理工序,选择的材料应该能够适应这些工序,以达到最终产品的性能要求。环境影响:在选择材料时,还应考虑其生产和使用过程中对环境的影响,尽量选择环保型材料。供应链稳定性:确保所选材料的供应链稳定,以避免因材料供应问题影响生产进度。法规和标准:所选材料应符合相关行业和应用的法规和标准要求。综合性能评估:进行材料的综合性能评估,包括机械测试、模拟应用环境的耐久性测试等,以确保材料能够满足所有必要的性能要求。客户反馈:参考客户反馈和市场数据,了解类似应用中哪些材料表现良好,这可以为材料选择提供宝贵的实际信息。不锈钢精密铸造件供应商精密铸造件如何抵抗海洋环境中的腐蚀和磨损?

设计高效的浇注系统,以避免气体夹杂、缩孔、缩松等铸造缺陷,应遵循以下原则:确保充填迅速且均匀:浇口的设计应该能够实现模具的快速和均匀充填,避免出现局部充填不足的情况。优化浇口位置与尺寸:浇口位置的选择至关重要,它应使模穴内的空气能够在成形时逃逸,避免空气被封闭在铸件内部,从而减少气体夹杂的可能性。同时,浇口的尺寸应避免产生喷射流,以免影响熔融金属的流动和模壁冲击,导致缺陷的产生。考虑浇口冷凝时间:适当的浇口冷凝时间可以有效避免材料的逆流,从而减少缩孔和缩松的发生。浇口应放置在成形品厚的区域,以减少因金属流动而产生的缺陷。设计合适的冒口系统:冒口系统的设计也很重要,它可以补偿金属冷却过程中的收缩,进一步减少缩孔和缩松的风险。采用下型设置的方式可以优化冒口系统,提高铸件的合格率。分析材料特性:对于非铁合金等特殊材料,由于其物理特性的差异,如密度小、熔点低等,需要特别考虑浇注系统的设计,以适应这些材料的特性。
浇注速度:浇注速度的控制同样重要。速度过快可能会导致气体被包裹在金属液中,形成气孔;速度过慢则可能导致金属液在型腔中 prematurely solidify,造成冷隔。因此,需要通过实验和模拟来确定比较好的浇注速度。凝固控制:通过改变铸件的结构、位置或使用冷却水来控制铸件的凝固过程,可以进一步优化浇注参数。例如,使用Pro-CAST软件进行模拟计算,可以帮助预测和优化凝固温度场与固相场,从而找到**小化凝固液穴深度和比较大化凝固冷却速度的参数。实验验证:理论和模拟计算之后,还需要通过实际浇注试验来验证这些参数,确保它们能够在实际生产中避免气孔和冷隔等缺陷。质量控制:在生产过程中,持续监控浇注温度和速度,以及对成品进行严格的质量控制,是确保铸件质量的关键。精密铸造如何用于制造微型化和高性能要求的电子器件部件?
精密铸造是一种获得准确尺寸铸件的工艺,常见的类型包括熔模铸造、陶瓷型铸造、金属型铸造、压力铸造、消失模铸造等。这些铸造方法各有特点,比如熔模铸造能生产出表面光洁度较高的铸件,而压力铸造则适合批量生产精度要求较高的小型铸件。在选择材料方面,精密铸造可以使用多种合金材料,例如不锈钢就是其中一种常用材料,它可以通过熔模精密铸造技术制造出各种类型和合金的产品。至于材料质量的保证,主要通过严格的供应链管理和质量控制流程来实现。钢铁、铝锭等主要原材料的价格波动对产品成本有较大影响,因此厂家需要对这些原材料价格变化保持敏感,并寻求长期稳定的供应商以保证原材料品质的一致性和稳定性。同时,精密铸造行业的下游市场非常广,涉及多个行业,其中以机械工业为主。下游市场的旺盛需求为精密铸造行业的发展提供了强大的推动力。是否有相关的质量控制体系?如何保证每一个出厂的精密铸造件都达到标准?不锈钢精密铸造件供应商
精密铸造件在汽车行业中的哪些部件上应用多?它们对提高性能或燃油效率有何贡献?电力机械类精密铸造件加工
精密铸造件在后处理中,为了达到预期的表面粗糙度和外观质量,通常需要经过一系列表面处理工序。具体介绍如下:机械打磨:这是基础的后处理工序,通过磨光、抛光等手段去除铸件表面的毛刺、氧化皮等不规则物,提高铸件的表面光洁度。化学处理:包括酸洗、碱洗等方法,用以去除铸件表面的油污、锈迹和其他杂质,为后续的表面处理提供良好的基础。表面热处理:这包括火焰淬火、感应加热等方式。这些方法可以改善铸件表面的力学性能,比如硬度和耐磨性。喷涂表面:例如喷漆、喷塑或烤漆,这些工序不仅能够改善外观,还能提供一定的防护作用,如防腐蚀、防锈等。电镀和电泳:这些方法可以在铸件表面形成一层均匀且附着力强的金属或非金属涂层,提高耐腐蚀性和美观性。化学溶液镀:这一过程涉及在铸件表面沉积一层化学薄膜,以增强其耐磨性和防腐蚀性能。热浸镀:将铸件浸入熔融的金属液中,使其表面形成一层坚固的金属涂层,这种方法可以提高铸件的耐久性和抗腐蚀性。需要注意的是,选择哪种表面处理方法取决于铸件的使用要求和成本考虑。同时,在进行表面处理之前,确保表面清理干净是至关重要的步骤,这将直接影响到后续处理的效果和质量。电力机械类精密铸造件加工
上一篇: 绍兴轻纺机械类精密铸造件价格
下一篇: 丽水碳素钢精密铸造件供应商