不锈钢301拉伸弹簧加工订制
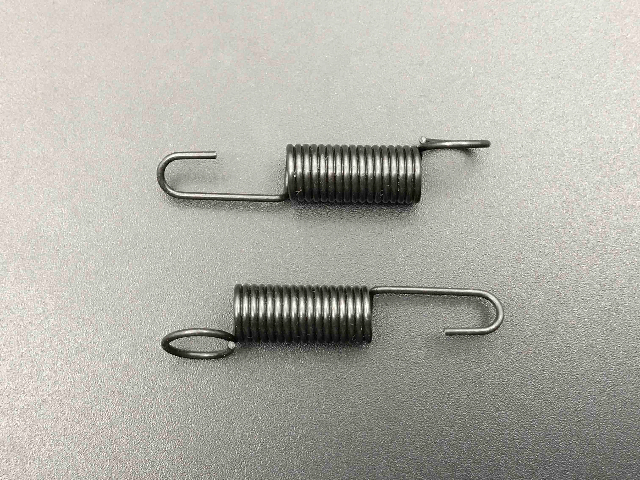
拉伸弹簧的工作原理正好和压缩弹簧的工作原理相反,压缩弹簧是在有压力的时候具有反向作用,而拉伸弹簧是在被拉伸的时候具有反向作用。当拉伸弹簧呗拉开的时候弹簧就想拉回来,这样就产生了力。拉伸弹簧能吸收和储存能量,拉伸弹簧和压缩弹簧的不同之处在于,拉伸弹簧在一定的张力下或者没有张力的情况下,这种初始的状态决定了拉伸弹簧的紧密程度。这样控制初始力就可以满足不容条件的需求。拉伸弹簧两端是固定在其他的组件上,然后当这些组件分离的时候,拉伸弹簧就产生作用了,各圈紧密向一起并拢从而产生很强的抗拉力,会把这些组件连接在一起。这些弹簧圈在没有拉力的情况下紧密连接在一起的,弹簧的收口包括挂在其他组件上的拉钩,还有小孔以及几何形状的界面,有了这些固定在需要连接的组件上就不是问题了,这样有拉力的时候就会为这些组件提供一定的回弹力。拉簧钩环既要满足装配要求,又要考虑钩环的支承应力,工作环与钩环过渡处的应力比较集中,使用时容易折断。不锈钢301拉伸弹簧加工订制
弹簧一开始是采用木、竹类材料,进入工业时代后开始广泛应用金属合金,随着机械弹簧的特性不断提高,针对弹簧要求材料具有强度高、高屈强比的特性,逐步形成了特殊的金属合金弹簧钢。,从而保证弹簧热处理的目的在于充分发挥材料的潜力。使之达到或接近合适的力学性能,从而保证弹簧在使用状态下长期可靠的工作。弹簧在加工过程中都要进行热处理,对于各种不同类型、材料和用不同的方法加工出来的弹簧,其热处理的目的方法和要求是不同的,为了消除不利的剩余,改善弹簧表层的应力分布状况、获得较高的有效应力,在弹簧的制造中,经常采用机械强化工艺,可以通过不同的热处理方法来满足弹簧设计的要求。金属弹簧钢总的发展趋势是抗拉强度和屈强比更高,韧性更足。同时特殊的不锈钢弹簧钢能满足严重腐蚀环境下应用,特殊的耐高温恒弹性材料能满足较高的温度环境下应用。广东耐腐蚀拉力弹簧好不好用无论是重载还是轻载应用,玖胜的拉伸弹簧都能提供稳定的支撑和缓冲。
长时间使用,会让拉伸弹簧的形状以及性能都发生变化,如果一直处于某种情况下,拉伸弹簧可能会因外部条件而发生质上的变化,一般都有以下情况:拉伸弹簧的磨损:磨损分为,磨料,疲劳和腐蚀磨损断裂,腐蚀疲劳断裂:拉伸弹簧在循环截荷和腐蚀介质共同作用下发生断裂。应力腐蚀断裂:在拉应力和腐蚀介质共同作用下引起拉伸弹簧断裂现象。脆性断裂:弹簧断裂中绝大部分属于脆性断裂,只有当工作温度较高时,才有可能出现塑性断裂,在工程上把疲劳断裂,应力腐蚀断裂及氰脆断裂等称为脆性断裂。氰脆,镉脆,黑脆:由于弹簧材质中有杂质含量过高引起的脆断。拉伸弹簧疲劳断裂弹簧在循环载荷作用下的断裂
一、弹簧的热处理工艺流程总览:弹簧的热处理工艺流程主要由淬火和回火两个部分组成。其中淬火能够增加弹簧的硬度和强度,而回火则能够降低弹簧的脆性并调整机械性能。二、弹簧的淬火工艺1.加热:将弹簧放置在加热炉中进行预热,以达到规定的热处理温度。2.淬火:将已预热好的弹簧放置到淬火介质中进行淬火。通常选择水或油作为淬火介质,因为这两种介质具有快速冷却的能力,可以获得更高的硬度和强度。3.温度调节:淬火后的弹簧通常需要经过温度调节以消除淬火过程中产生的残余应力。一般来说,调节温度为350℃左右,温度保持时间视弹簧的规格和材料而异,通常为30至60分钟。4.表面处理:淬火后的弹簧表面常常会出现很多裂缝和微小的缺陷,需要进行表面处理,如去除铁锈和氧化皮,打磨等。玖胜拉伸弹簧生产厂家以生产耐疲劳弹簧为目标,专注耐疲劳弹簧20年!

弹簧的回火工艺1.加热:与淬火类似,将弹簧放置在加热炉中进行回火前的预热。2.回火:将已经淬火处理好的弹簧放置到回火炉中进行回火处理。回火温度与时间会直接影响弹簧的机械性能,通常使用中低温度进行长时间回火,能够消除淬火过程中出现的残余应力,降低弹簧的脆性,还能够提高韧性和延展性。3.控制冷却速率:回火完成后,弹簧会产生较大的内部应力,需要进行自然冷却或缓慢冷却,避免产生新的应力。四、小结热处理是弹簧制造中一个非常重要的工艺流程,巧妙的热处理能够提高弹簧的性能,使其具有更好的电气和机械特性。要想确保弹簧在制造的过程中能够达到预期的机械性能指标,必须严格按照工艺流程进行处理,避免产生缺陷,确保产品质量。在我们使用弹簧的过程中要注重弹簧的保养,防止其出现腐蚀等现象,这样才能保障弹簧使用的更加长久。不锈钢301拉伸弹簧加工订制
玖胜拉伸弹簧的售后服务完善,为客户提供及时、专业的技术支持。不锈钢301拉伸弹簧加工订制
为什么弹簧要进行镀锌处理?(1)一般镀锌层镀后经钝化处理,钝化可提高镀层的保护性能和增加表面美观。(2)锌与镉镀层的厚度决定着保护能力的高低。厚度的大小一般应根据使用时工作环境来选择,镀锌层厚度推荐在6~24/μm范围内选取;镀镉层厚度推荐在6~12/μm范围内选取。弹簧镀锌的作用(3)弹簧的镀锌和镀镉是在电解液中进行的,在电镀过程中,除镀上锌或镉外,还有一部分还原的氢渗入到镀层和基体金属的晶格中去,造成内应力,使弹簧上的镀层和弹簧变脆,也叫氢脆。(4)由于弹簧材料的强度很高,再加上弹簧成形时的变形很大,因此,对氢脆特别敏感,如不及时去氢,往往会造成弹簧的断裂,为了消除电镀过程中产生的一些缺陷,改善弹簧的物理化学性能,延长弹簧的使用寿命,提高镀层的抗蚀能力,必须进行镀后处理,即除氢处理。(5)除氢处理是在电镀后,立即或者在几小时之内进行。将电镀后的弹簧在200~215℃的温度中,加热1~2h(或2h以上),即可达到除氢的目的。不锈钢301拉伸弹簧加工订制
上一篇: 东莞进口压缩弹弓有现货吗
下一篇: 琴钢线压缩弹簧什么价位