北京焊接锥形封头高度
封头的酸洗操作步骤及作业标准封头类产品加工生产中,其中有一道工序叫做酸洗。之所以要进行酸洗,主要是希望通过这一到工序来将成型封头表面的焊渣、熔渣、油污及氧化皮等污物清洗干净。那么,具体的酸洗步骤该如何进行呢?在酸洗操作过程中,具体的检验标准又是什么呢?接下来我们来了解一下具体的酸洗操作步骤:1、先根据待处理的封头产品情况,确定具体的工艺流程;2、工作时,戴好劳保物品,将酸液均匀涂满产品的外表面,进行初步清洗;3、结束后,大量使用大量清水进行冲洗。在表面形成一层钝化膜;4、检查污物是否处理干净,凡是不符合要求的产品,要及时进行返工。酸洗作业的具体参照标准:,工作人员首先是参照工艺卡内容,和实物对照确认封头产品的具体材质,数量,炉批号,指令号,单件号,检查有无鼓包,裂纹等缺陷;第二,穿戴好劳保用品,配置好酸洗液,将配制好的酸洗液均匀的涂在产品表面;第三,切记,酸洗过程中不得有明显的腐蚀痕迹;第四,氧化皮彻底去除,焊缝热影响区域及热加工封头表面不得有氧化色。同时还要注意,在加工封头产品的时候,其焊缝中的飞溅物以及熔渣等杂质必须要彻底清理干净。温州浩邦金属制品有限公司是一家专业提供 锥形封头设备的公司,有想法的不要错过哦!北京焊接锥形封头高度
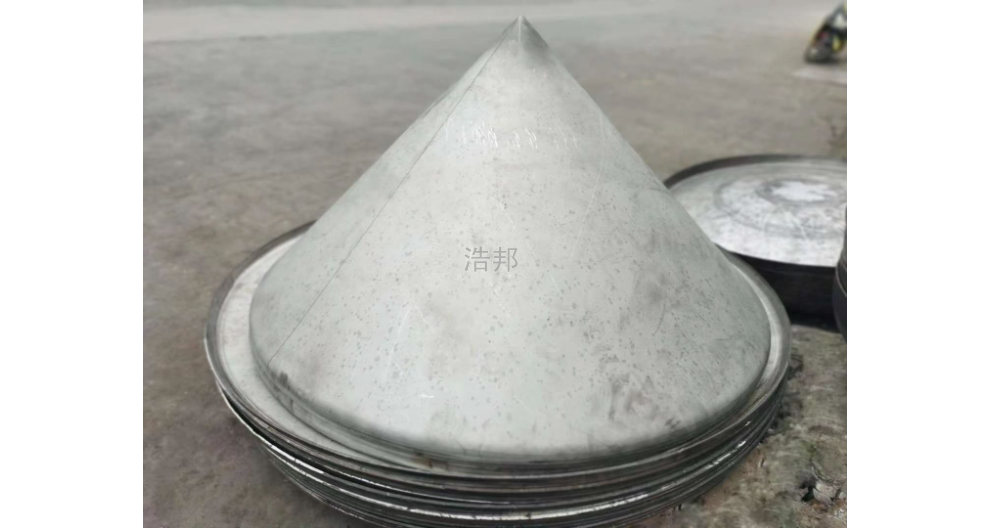
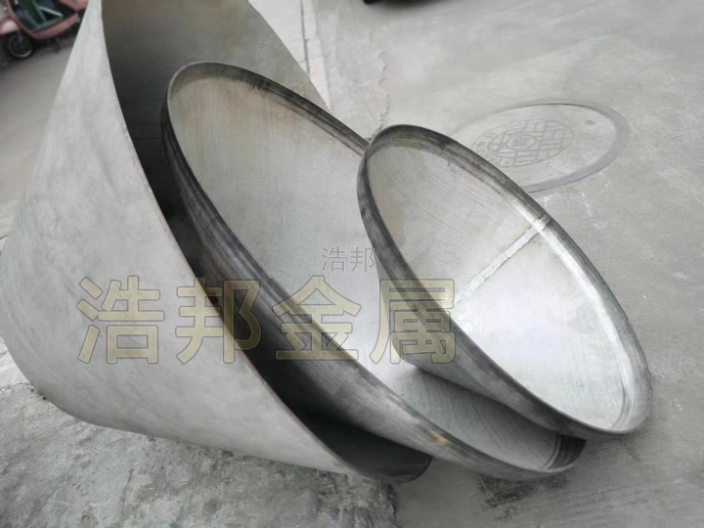
锥形封头常用于石油化工航天船舶、钢铁以及锅炉压力容器等制造行业。制造锥形封头的材质可为碳钢、低合金钢、复合板、不锈钢以及铜、铝、钛等有色金属,品种较多。锥形封头锥体的主体部分在内压作用下,.大薄膜应力发生在大端。锥体和圆筒部分连接处,由于几何不连续性,曲率半径突变,因此该处会产生较大的横向推力,引起较大边缘应力,容易发生弯曲,故需加强。常用的锥壳半顶角α有30°、45°和60°三种。对于锥壳大端,当锥壳半顶角α≤30°时,可以采用无折边结构;当α>30°时,应采用带过渡段的折边结构,同时大端折边锥壳的过渡段转角半径r应不小于封头大端内直径D,的10%,且不小于该过渡段厚度的3倍。而对于锥壳小端,当锥壳半顶角α≤45°,可以采用无折边结构;当α>45°时,应采用带过渡段的折边结构,同时小端折边锥壳的过渡段转角半径r,应不小于封头小端内直径D的5%,且不小于该过渡段厚度的3倍。锥形封头有两种形式,一种是无折边锥形封头,一般用于角度小于等于30℃的场合;另一种是与筒体连接处有一过渡圆弧和一个圆柱直边段的折边锥形风土,就强度而论,锥形封头的结构并不理想,但是封头的型式在很多成和是决定于容器的使用要求。买封头,来浩邦。西藏翻边锥形封头抛光锥形封头设备,就选温州浩邦金属制品有限公司,用户的信赖之选。

根据不锈钢封头的类型、标准、原料,可选用整块板或许拼板颠末冷冲压、热冲压、冷旋压、热旋压、冷卷、热卷等办法成形封头;也可以分瓣成形后再组焊成封头。不锈钢封头在加热炉内的气氛呈中性或许弱氧化性,加热的火焰不宜和加工件直接触摸。铝封头成型时,加热温度普通不宜超越420度,当式件温度降至300度以下时,不适宜持续热成形。不锈钢封头应该尽量选用热成形,如成型温度约为300度-400度。高温热成形时工件加热温度可以提高到大约650度,但不应该超越800度。冷成形后的热校形温度为100-350度。不锈钢封头的热成形温度在600度之上时,任务外表应该选用耐高温涂料或许其他的防护办法以避免外表氧化污染;热成形温度为500-600度时,由封头制作单位根据状况断定能否需求外表高温的防护。必要时应留有铲除封头外表氧化层的裕量。
不锈钢封头制做成型后是否带有磁性其实关于不锈钢封头带有磁性这个情况说过很多次,是非常明确的一定带有磁性,曾有客户这样告诉我,带磁性的封头材质一定不合格,而他们判断的依据是用磁铁来吸。东北那边的客户有这样的习惯,他们定做不锈钢封头时,叫白钢封头,而有的客户会把碳钢封头称为普通钢封头,所以我们厂家有时遇到不同的客户,虽然是同一个产品,但是叫法也会把我们弄糊涂的。每个人,每个地方,都有他们特有的习惯或做事的方式方法,就拿不锈钢封头来说吧,东北的客户他们称之为白钢封头,那么,在他们有脑海里,一直存在的是这样的观念,白钢封头就应当是没有磁性的,我们发往东北那边的不锈钢封头,十个客户里面,有九个客户第一次合作的时候,收到货之后马上会打电话来说,封头材质是不是不合格,怎么用吸铁石还能吸住,不锈钢不是应该没有磁性的吗?其实这样的说法也是对的,不锈钢原材料本身是不带有磁性的,但是当不锈钢原材料在经过球墨模具冲压成型封头后,里面的微量元素成份发生了改变,用**简单的话说,模具是碳钢材质,虽然封头是用不锈钢无磁性的,但是当模具使用较大压力将不锈钢材料冲压成型这一过程。温州浩邦金属制品有限公司致力于提供 抛光锥形封头设备,有想法可以来我司咨询!
在维护保养过程中,以下注意事项要牢记:1.安全注意事项:维护保养工作必须在安全的环境中进行,避免野蛮操作导致封头表面的划伤或变形。使用相关工具时,要确保工具的锋利部分如锐角、毛刺等得到妥善处理,以避免意外伤害。2.操作注意事项:保养过程中,要遵循操作规程,避免违规操作或误操作导致封头的损坏。特别是对于有特殊要求的锥形封头,如高精度、高压等情况,更应严格遵守相关操作规范。总之,锥形封头的维护保养对其性能和使用寿命具有重要影响。通过定期清洗、检查和维护,可以确保其几何尺寸的准确性、表面质量的可靠性和密封性能的持久性。在保养过程中,遵循安全和操作规范,可以有效避免不必要的意外和损失。锥形封头作为关键的密封元件,其维护保养的重要性不容忽视。锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎您的来电哦!江苏金属锥形封头重量
锥形封头设备,就选温州浩邦金属制品有限公司,让您满意,欢迎新老客户来电!北京焊接锥形封头高度
封头的制作要求有哪些呢?下面封头生产厂家来给大家介绍一下。1、封头的制造、检验与验收除应符合本标准规定外,还应复合图样或订货技术协议要求。2、封头制造单位应建立健全复合压力容器监察机构有关法规要求的质量体系,以确保封头质量。3、封头的拼焊应由持有相应资格的“锅炉压力容器焊工合格证书”的人员担任。4、封头的无损检测应由持有相应种类和技术等级的“锅炉压力容器无损检测人员资格证”的人员担任。对分析设计的封头进行无损检测的人员,其技术等级不得低于Ⅱ级。5、凡制造封头的钢板应有用以检测和追踪的确认标记。在制造过程中,如原有确认标记倍裁掉或钢板分成几块,应与钢板切割前完成标记的移植。确认标记的表达方式由封头制造单位规定。6、对于有防腐要求的不锈钢以及复合钢板制封头,不得在防腐蚀面采用硬印作为材料的确认标记和焊工标志。7、对于低温压力容器用封头及需进行疲劳分析设计的封头。北京焊接锥形封头高度
上一篇: 河南压力容器锥形封头重量
下一篇: 湖南食品级锥形封头生产厂家