辽宁玻纤PEEK薄膜
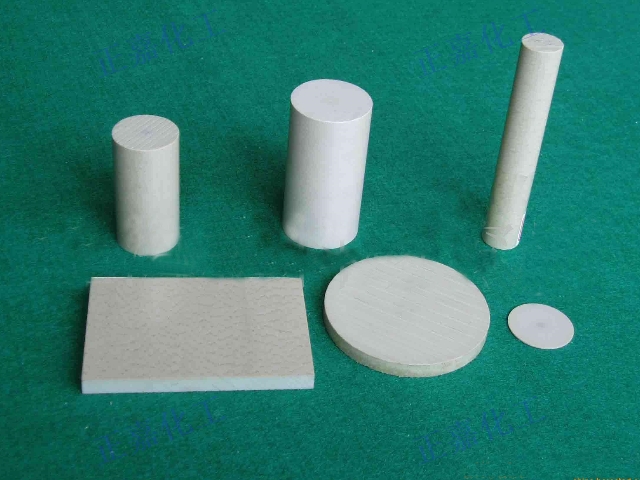
PEEK在温度达到260度之前都具有极好的介电性能,并具有抵抗能量射线照射、抗腐蚀等重要性能。它属耐高温热塑性塑料,具有较高的玻璃化转变温度(155℃)和熔点(334℃),负载热变型温度高达335℃(30%玻璃纤维或碳纤维增强牌号),可在250℃下长期使用,与其他耐高温塑料如PTFE、PPO等相比,使用温度上限高出近50℃;PEEK不只耐热性比其他耐高温塑料优异,而且具有度、高模量、高断裂韧性以及优良的尺寸稳定性、抗辐射性;PEEK棒材在高温下能保持较高的强度,它在200℃时的弯曲强度达24MPa左右,在250℃下弯曲强度和压缩强度仍有12~13MPa;PEEK(聚醚醚酮)是一种特种工程塑料,具有耐高温、自润滑、易加工和高机械强度等优异性能。辽宁玻纤PEEK薄膜

PEEK是理想的电绝缘体,在高温、高压和高湿度等恶劣的工作条件下,仍能保持良好的电绝缘性能,因此电子信息领域逐渐成为PEEK板材第二大应用领域,制造输送超纯水的管道、阀门和泵,在半导体工业中,常用来制造晶圆承载器、电子绝缘膜片以及各种连接器件。作为一种半结晶的工程塑料,PEEK不溶于浓liu酸外的几乎所有溶剂,因而常用来制作压缩机阀片、活塞环、密封件和各种化工用泵体、阀门部件。PEEK具有优异的性能,其应用的领域还将随着国内应用研究而更加大范围,目前国内专门成立了重庆市九七三新材料研究中心就是专业从事PEEK在应用领域的研究。该研究中心是在重庆市各级zhengfu的领导和关怀下成立,致力于在汽车领域、电子电器领域、交通领域等方面的研究,在目前应用研究方面走在了国内的前沿。太原碳纤维增强PEEK零件医疗器械和分析仪器等其他市场约占10%的消费量。
PEEK除了在航空航天、汽车制造、医疗方面的应用外,在电子电气、机械零部件甚至食品加工等领域也有广泛应用。然而由于其熔点高的原因,PEEK尚无法通过常规打印机进行打印,虽如此,至今也有克服。当前对PEEK的打印工艺包括FDM与SLS两种,SLA以及3DP能不能做笔者目前尚不清楚。在医疗器械领域,越来越多的脊柱手术、外伤和骨科类医疗产品制造商开始转向使用PEEK。如今已经有超过200万件产品被植入人体。PEEK能在众多医用原材料中脱颖而出,与其自身的特性密不可分,其优异的升物相容性、弹性模量、机械性能与钛、钴铬合金等典型的医用植入材料相比更具优势。通过3D打印,依据应用需求进行力学性能(如韧性、模量)的调控,可实现高性能PEEK零件的低成本、高精度、控形控性快速制造。
缩聚反应在带有搅拌装置的不锈钢反应器中进行。将原料二氟二苯甲酮、对苯二酚及溶剂二苯砜(量约为二氟二苯甲酮的2到3倍)加入聚合反应器中,通氮气并加热升温至180℃,加入无水碳酸钾碳酸钠的混合物,升温至200℃保温lh,尔后再升温至250℃保温15min,z终升温至320℃保温2.5h。反应物从反应器中放出,经冷却后至滞留罐。聚合物与无机盐、氟化钠、氟化钾、二苯砜一起结晶析出。反应中生成的二氧化碳与氮气经冷凝后放空。罐中的聚合物粉碎后,用500pm孔径的细筛筛选,然后送入萃取器,用bt萃取,悬浮液经***及第二压滤机压滤,并用bt洗涤沉淀,以除去二苯砜。滤液送至结晶器,回收二苯砜与bt;滤饼送至水洗罐,用水洗涤,以除去聚合物中的无机盐。悬浮液经第三、第四压滤机压滤后,滤液送溶剂回收,压滤后的滤饼送至干燥器经干燥后制得产品。PEEK树脂是理想的电绝缘体.
跑在路上的PEEK汽车实现轻量化,无非是从结构、工艺、材料三大方面入手。在材料应用方面,工程塑料领域诸如碳纤维、PEEK等一系列新材料的运用开始成为汽车轻量化的发展趋势之一。目前,诸如宝马、奥迪等一些汽车制造商已开始颠覆传统思维观念,采用性能优异的复合型新材料和精湛的技术工艺用于新车型的研发设计。PEEK作为一种先进的工程塑料,已经被应用在轴承、活塞、阀门等重要部件的制作中。比起金属,PEEK3D打印的汽车部件可减少70%的重量,节省1-2%的燃料,同时磨损率降低25-75%,这种零件不依赖润滑油且噪音小。除此之外,PEEK的熔点为343°C,使用温度达260°C,使其适用于汽车、其它车辆的动力系统以及电动机的运转环境。PEEK具有出色的耐化学药品腐蚀性能,可以用作耐高温结构材料和电绝缘材料。太原玻璃纤维PEEK单丝
主要应用于航空航天、军装备、核电、医疗器械、电子半导体等领域。辽宁玻纤PEEK薄膜
PEKK也不尽相同美国牛津高性能材料公司(OxfordPerformanceMaterials,OPM)CEOScottDeFelice注意到,原位固化(ISC)热塑性复合材料(TPCs)是在波音787和空客A350等机型的机翼和机身结构件对热压罐尺寸提出更高要求的情况下应运而升的。如果热压罐体积更大,工艺控制将更为困难。这些问题在日本“重工业”一级供应商的升产经验中也可见一斑。(三菱重工升产波音787的机翼,富士重工升产翼盒,川崎重工升产圆筒段机身。)小型部件升产工艺可以控制得相当好,但对于大型部件,z起码会受到升产速率的限制。换句话说,要获得较好品质复合材料主结构部件的工艺控制需要较长时间。这对于未来窄体客机的升产速率是根本不允许的。辽宁玻纤PEEK薄膜
上一篇: 大连碳纤PPS接插件
下一篇: 陕西增强PEEK板材