黔南州矿用镀锌螺旋焊接复合钢管欢迎选购
镀锌螺旋焊接复合钢管在矿山领域的应用展现出了其强大的性能和适应性。在矿山的物料输送系统中,无论是固体矿石还是液体矿浆,都对输送管道提出了严格的要求。镀锌螺旋焊接复合钢管凭借其良好的耐磨损和耐腐蚀性能,能够在长时间的输送过程中保持稳定的工作状态。例如,在某铁矿的选矿厂中,需要将矿浆从选矿设备输送到浓缩池。采用镀锌螺旋焊接复合钢管作为输送管道,有效地避免了矿浆对管道的侵蚀,减少了管道的更换和维修频率。而且,钢管的螺旋焊接结构使其在安装和连接时更加方便快捷,提高了施工效率。同时,在矿山的通风降温系统中,这种钢管也能够有效地输送冷空气,改善井下的工作环境,提高矿工的工作舒适度和生产效率。如何评估镀锌螺旋焊接复合钢管在油气输送中的安全性?黔南州矿用镀锌螺旋焊接复合钢管欢迎选购
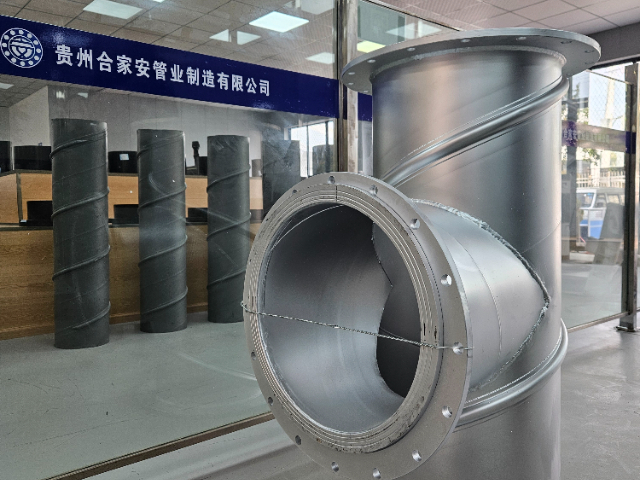
镀锌螺旋焊接复合钢管在矿山中的应用涉及到一系列复杂的技术考量。在矿井通风系统中,钢管的内径和粗糙度对通风阻力有着直接影响。较小的内径和较大的粗糙度会增加风阻,降低通风效率。因此,在制造钢管时,需要严格控制尺寸精度和内表面的光洁度。同时,为了保证通风系统的稳定性和可靠性,钢管的连接方式也至关重要。常见的连接方式有法兰连接和螺纹连接。法兰连接密封性好,但安装较为复杂;螺纹连接安装方便,但密封性能相对较弱。在实际应用中,需要根据具体情况选择合适的连接方式,并确保连接部位的紧固和密封。例如,在某大型煤矿的通风系统改造项目中,经过详细的计算和分析,选用了内径为 800 毫米、内表面粗糙度不大于 0.8 微米的镀锌螺旋焊接复合钢管。连接方式采用了法兰连接,法兰之间采用耐高温、耐腐蚀的密封垫片,确保了通风系统在长期运行中无泄漏,通风阻力始终保持在设计范围内,为矿井提供了充足的新鲜空气。遵义煤矿镀锌螺旋焊接复合钢管共同合作该钢管在地下水道工程中,展现了优异的抗渗性能。

镀锌螺旋焊接复合钢管的基材通常采用品质的低碳钢或低合金钢,这些钢材具有良好的可焊性和机械性能。具体化学成分需符合相关国家或行业标准,如碳(C)、硅(Si)、锰(Mn)、磷(P)、硫(S)等元素的含量均有严格规定,以保证钢材的基本性能。二、尺寸与规格外径与壁厚:镀锌螺旋焊接复合钢管的外径范围广,一般从几十毫米到数米不等,具体尺寸根据客户需求定制。壁厚也是重要的技术指标之一,它直接影响到管道的承压能力和使用寿命。通常,根据管道的使用环境和介质压力,壁厚会有不同的要求。例如,对于直径小于630mm的钢管,壁厚应不小于5mm;而直径大于或等于630mm的钢管,壁厚应不小于6mm。长度:钢管的长度可根据客户需求进行定制,常见的有定尺长度和不定尺长度两种。定尺长度是标准长度,如6米、9米、12米等;不定尺长度则根据生产实际情况确定。
五、力学性能镀锌螺旋焊接复合钢管的力学性能包括抗拉强度、屈服强度、延伸率等指标。这些指标反映了钢管在承受外力作用时的抵抗能力和变形能力。质量的钢管应具有良好的力学性能,以确保在各种使用环境下都能保持稳定的性能。六、其他技术指标除了上述主要技术指标外,镀锌螺旋焊接复合钢管还可能涉及以下技术指标:表面质量:钢管表面应光滑、平整、无锈蚀、无划痕等缺陷。直度:钢管的直线度应符合相关标准规定,以保证在安装过程中的准确性和稳定性。密封性:对于需要承受压力或介质的钢管,其密封性也是重要的技术指标之一。综上所述,镀锌螺旋焊接复合钢管的技术指标涉及多个方面,包括材质与化学成分、尺寸与规格、焊接质量、镀锌层质量、力学性能以及其他技术指标等。这些指标共同决定了钢管的质量和性能,也为客户在选择和使用钢管时提供了重要的参考依据。该钢管的设计充分考虑了流体动力学原理,减少能耗。
镀锌螺旋焊接复合钢管在矿用环境中展现出了其独特的价值和优势。在矿山开采的复杂环境下,对管材的要求极为严格。镀锌螺旋焊接复合钢管凭借其出色的性能,成为了众多矿山企业的不错的选择。这种钢管采用先进的螺旋焊接工艺,使得焊缝牢固且均匀,能够承受巨大的压力和冲击力。而镀锌层则有效地防止了钢管的氧化和腐蚀,延长了其使用寿命。在矿井通风系统中,镀锌螺旋焊接复合钢管发挥着至关重要的作用。通风管道需要在恶劣的条件下长时间稳定运行,确保新鲜空气能够源源不断地输送到井下各个作业区域。该钢管不仅具有良好的气密性能,保证了通风效率,而且其坚固的结构能够抵御井下可能出现的碰撞和挤压。例如,在某煤矿的通风系统改造中,采用了镀锌螺旋焊接复合钢管。改造后的通风系统运行稳定,有效改善了井下作业环境,提高了工人的工作效率和安全性。同时,由于钢管的抗腐蚀性能出色,减少了通风系统的维护成本和维修次数。在安装过程中,镀锌螺旋焊接复合钢管有哪些特别的注意事项?安顺优势镀锌螺旋焊接复合钢管电话
镀锌螺旋焊接复合钢管的焊接接头是否容易出现问题?黔南州矿用镀锌螺旋焊接复合钢管欢迎选购
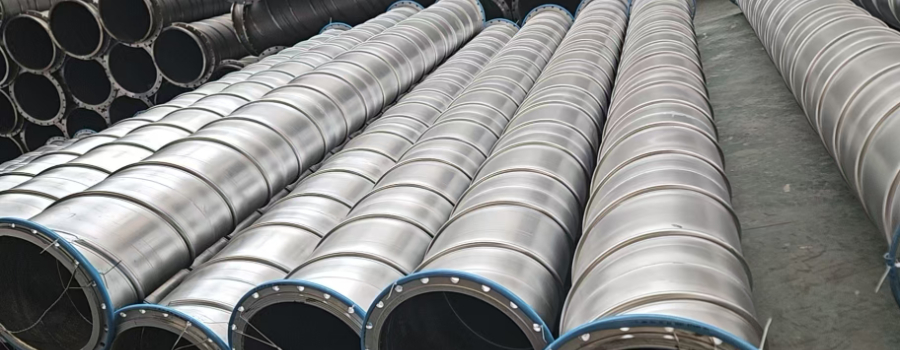
螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。埋弧自动焊是在1940年发明的一种新的焊接方法,它和前面的手工焊相同的地方是它还是采用渣保护,但是这个渣不是焊条的药皮,是专门熔炼出来的焊药。螺旋钢管的焊接方法尤其独特的特点,特点就是:采用一个挤压装置先对未焊接的焊缝两侧钢板的内侧表面进行挤压,消除不平的突出点,保证未焊接的焊缝两侧的钢板内侧光洁平滑,然后焊接。同时,该挤压装置又作为焊头的定位装置,即将焊头与挤压装置紧紧的固定在一起,当挤压装置沿着未焊接的焊缝移动时,保证焊头也很准确地沿着未焊接的焊缝移动,从而保证了焊头始终处在焊缝的中间位置。这样就能保证生产线自动焊接出焊缝的质量稳定优良,基本不需要人工返修。螺旋钢管的这种焊接这种方法,其中的优点是完全实现了自动化;第二个优点,它是在埋弧底下进行焊接,所以它的热交换和保护性能比较强,焊接出来的质量比较高;第三个优点,由于埋弧自动焊中电弧埋在焊药底下。螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。黔南州矿用镀锌螺旋焊接复合钢管欢迎选购
上一篇: 内蒙古工程镀锌螺旋焊接复合钢管行业报价
下一篇: 昆明新型矿用涂塑钢管量大从优