江苏塑胶模具切筋备件厂家直销
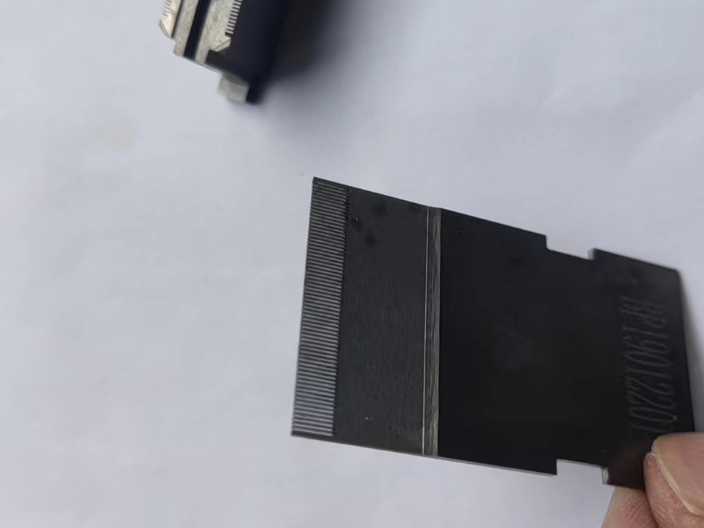
检修方法:模具配件定期检修对于模具的使用寿命起到至关重要的作用。每个注塑成型位置所需的年度维修程序,取决于不同的模具循环周期。下面是一些模具配件检修技巧,可以让每个模具使用者用来保证热流道、加热器、导柱和顶针、成型镶件等模具组件的有效运行,以防意外情况的发生。查看散气孔处是否有预警性的生锈或潮湿现象。如果你在热流道排气孔附近发现有生锈或潮湿现象,那就意味着内部冷凝,或是水管有可能破裂。潮湿现象会引发对加热器致命的短路。如果机器不是全年不休地运行,需要在晚上或是周六周日关机的话,那么发生这种凝结现象的几率就会增加。在切割金属之前要确保切筋备件的表面干净、光滑,以避免金属残留物粘在切割刃上,影响切削质量。江苏塑胶模具切筋备件厂家直销
在电火花加工技术进步的同时,电火花加工的安全和防护技术越来越受到人们的重视,许多电加工机床都考虑了安全防护技术。欧共体已规定没有“CE”标志的机床不能进入欧共体市场,同时国际市场也越来越重视安全防护技术的要求。电火花加工机床的主要问题是辐射打扰,因为它对安全、环保影响较大,在国际市场越来越重视“绿色”产品的情况下,作为模具加工的主导设备电火花加工机床的“绿色”产品技术,能预想到,电火花加工将是今后必须解决的难题。江苏塑胶模具切筋备件厂家直销模具切筋备件是在模具加工过程中必不可少的一项配件。

模具备件定期保养。1、模具型腔、滑块在补焊前应加热180°C -250°C,焊后应进行消除应力回火;2、检查滑块与滑道配合情况,滑道内是否有合金,滑块是否到位。滑块与滑道配合间隙过大,应进行补焊或更换滑块;滑块与滑道配合间隙过小,应进行配研,使间隙适中。同时清理滑道内的合金;3、涂色检查滑块闭锁面配合情况。了解生产时是否存在呲模现象;斜导柱孔是否变形;滑块与斜导柱配合时是否有卡滞现象;滑块是否到位;对存在问题及时进行修复或更换。
模具配件定期检修:1、查看导柱和导套间是否有磨损的迹象。找寻是否有刮损或擦损等痕迹,这种模具配件磨损是由于缺乏润滑造成的。如果痕迹只是刚出现,那么你还可以通过给导柱和导套加润滑剂来延长其寿命。假若磨损已很严重,那就应该更换新零件了。否则的话,型腔和型芯部分可能无法很好地切合,从而导致零部件腔壁薄厚不一。2、查看热嘴的半径区域是否有断口。断口是由残留在机器热嘴里的松散变硬的塑料碎片在向前注塑时受到来自料筒组件的夹持力所造成的。问题的成因也有可能是中心线没有对准。在发现断口时,要考虑这两种可能性。如果所受的破坏已严重到不能防止出现花瓣状泄漏时,就应该及时更换浇口套。模具切筋备件降低模具加工过程中的故障率和损耗率。
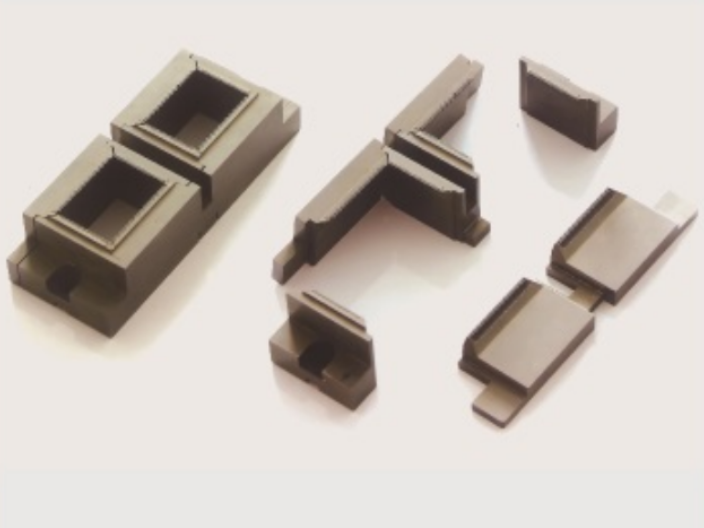
模具零配件,拉料杆------1、分流道拉料杆:因分流道中所存的塑料不易脱落,便于开摸系时冷料脱模。2、浇口拉料杆:在开模时从浇口套内拉出主流道凝料使与注塑机喷嘴分离,一般都设在冷料穴的尽端,拉料杆直径等于、浇口内孔大端的直径,以便于沟住冷料。拉料杆一般由注塑机顶出机构的顶板带动,拉料杆孔不倒角,深度要求严格.分流锥------分流道较多时采用。避免熔融的塑料从主流道至分流道急转90度方向,而直接进入模具型腔而冲击型腔,使用分流锥使塑料逐渐而平稳的转变方向,并能缩短分流道长度,使熔融的塑料顺利的充满模具型腔。模具切筋备件是模具加工过程中必不可少的一项。北京五金模具切筋备件厂商
模具切筋备件提高模具加工效率。江苏塑胶模具切筋备件厂家直销
模具零配件,浇口------是分流道和型腔之间的连接部分,其作用是使从流道来的熔融塑料以较快的速度进入并充满型腔,型腔充满塑料后并能迅速的冷却封闭,防止型腔内还未冷却的塑料回流。主要分盘形浇口,扇形浇口,环形浇口,点浇口热流道------又叫无流道.在模具的浇注系统中仍然有流道,只是这种流道较大,或是采用喷嘴式流道,并采用内外加热的方法保温,使流道中的塑料始终保持熔融状态.主要应用于大型注塑模具.滑块------是完成侧面抽芯的一个重要零件,配合导滑槽使用,用斜导柱带动进行侧抽芯.江苏塑胶模具切筋备件厂家直销
上一篇: 六角形冷冲模具有哪些
下一篇: 广东模具切筋备件多少钱