重庆绿色环保的全自动钢筋桁架焊接生产线机械设备
实验出该楼承板与混泥土的结合能力,得出其在大跨度上承受的设计荷载。耐火测试,利用3组楼板在耐火实验室做、2小时及3小时的加载耐火测试,同时测量楼板内的温度分布,实验出该楼承板是否达到隔热要求,在耐火阶段的正弯矩抗能力如何。安装工艺:楼承板的施工工艺流程大体是这样的:弹线→清板→吊运→切割→压合→侧焊→端焊→留洞→封堵→验收→栓钉→布筋→埋件→浇筑→养护。当然这么多的流程是离不开好的劳动组织,以下过程也可以按照现场实际情况另行处理。劳动组要分两组(一、负责运料,包括清料、倒运,直接按照施工进度准确无误的将楼承板吊运至施工部位,分为起重工5人二、负责铺设,包括布筋、裁切、安装、流洞。每3人一组,负责一个节间,4个小组在同一作业层同时作业。下道工序绑扎钢筋与浇筑混泥土时应该留派专人对铺设的楼承板加强维护。)具体做法是:(1)现在铺板区弹出钢梁的中心线,主梁的中心线是铺设楼承板固定位置的控制线。由主梁的中心线控制楼承板搭接钢梁的搭接宽度。并决定楼承板与钢梁熔透焊接的焊接位置。次梁的中心线将决定熔透焊栓钉的焊接位置。因楼承板铺设后难以观测梁翼缘的具ti位置。它实现了机械化生产更加有利于均匀地排列钢筋的间距并保证混凝土的保护层厚度一致,提高了楼板的施工质量。重庆绿色环保的全自动钢筋桁架焊接生产线机械设备
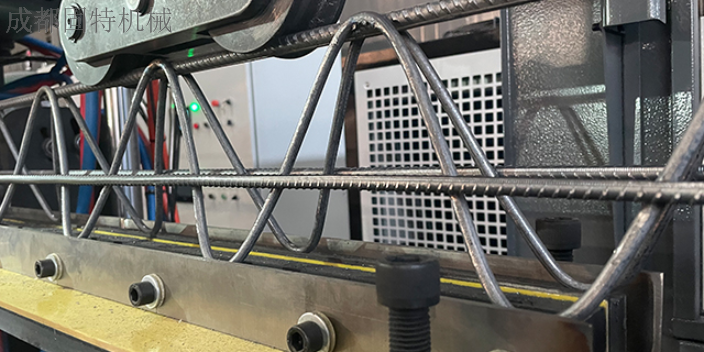
全自动钢筋桁架焊接生产线
下面我们就定义钢筋柘架楼承板进行简要的介绍。钢筋格架楼承板是指,把已焊接成格架的钢筋与镀锌钢板(也就是楼板)相结合,形成的一种楼板与钢筋一体的建筑材料。在工程醒目中钢筋柘架楼承板的在不同的阶段都可以发挥出自己独特的作用。例如人们在工程进行施工时,它能够很多的正常住建筑材料和施工中产生的压力;在使用时,它也可以与混凝土相结合,形成有着承受能力较强的钢筋混凝土析架。我们在建筑工程中,我们所使用的钢筋析架楼承板系统是将楼板中的5根钢筋在工厂内通过自动成型、高频电阻电焊、在线检测及自动剪切等工序形成结构稳定的三角格架。由此可见,钢筋柘架楼承板有着较好的稳定性和防火性,而且由于我们在工厂中一般采用的是钢筋、混凝土相互结合的一种,因此它还承接了传统的混凝土楼板的其他特性,比如拥有良好的整体性、刚度等。但是,它在工程施工方面对于楼板来说,这种楼板比较方便,而且可以调整析架的高度和钢筋的直径,实现较大跨度的改造。目前他作为一种新型技术已经guang泛的运用在了人们的生活中,有着十分广阔的前景。钢筋柘架楼承板将混凝土楼板中的钢筋与施工模板组合为一体,所以在施工阶段能够承受湿混凝土自重及施工荷载的承重构件。陕西生产全自动钢筋桁架焊接生产线有什么特点钢筋桁架楼承板是由钢筋、桁架、楼承板组成,在压型楼承板的基础上改进而来,是一种新兴建筑材料。
等等。同时图中必须明确施工期间临时支撑布置情况。构造要求桁架下弦钢筋伸入梁边的锚固长度la不应小于5d,且不小于50mm,压型钢板伸入梁边不应小于30mm。采用A型钢筋桁架楼板时,其长度宜为200mm的倍数,特殊情况下长度可为100mm的倍数;采用B型钢筋桁架模板时,其长度宜为100mm的倍数。设计时,应调整柱网及梁上翼缘宽度,与之相适应。楼板厚度大于等于100mm,小于等于300mm。楼板开孔,孔洞切断桁架上下弦钢筋时,孔洞边应设洞边加强筋,当孔洞边有较大的集中荷载或洞边长大于1000mm,应设洞边梁。钢筋桁架模板悬挑长度不宜大于7ht,否则,施工时必须设临时支撑。附录注:1.材料:上下弦采用成盘供应的冷轧带肋钢筋550级,腹杆采用成盘供应的冷轧光圆钢筋550级,底部镀锌钢板屈服强度≥330N/mm2。2.施工阶段挠度控制值为L0/180及20mm较小者。当使用对挠度值有更严格要求时,需另行设计。3.产品编号说明:4.“每沿米模板桁架用钢量”是指一块3榀桁架构成的模板,沿长度方向每米桁架的用钢量(不包括支座钢筋和底部镀锌钢板)。5.“单位面积桁架用钢量”是指平均每平方米模板桁架的用钢量(包括支座钢筋,不含底部镀锌钢板)。
模板自重、混凝土重量及施工荷载全部由钢筋桁架承受,混凝土凝固在钢筋桁架楼承板变形下进行,楼板自重不会使板底混凝土产生拉力。2、楼板的承载力在使用阶段,钢筋桁架上下弦钢筋与混凝土共同工作,此楼板与钢筋混凝土叠合式楼板具有相同的受力性能,虽然受拉钢筋应力超前,但其承载力与普通钢筋混凝土楼板相同。三、钢筋桁架楼承板的设计要点混凝土从浇筑到达到设计强度的过程中,楼板受力明显不同,故应进行使用及施工两阶段的计算。1、使用阶段包括楼板的正截面承载力计算、楼板下部钢筋应力控制验算、支座裂缝控制验算以及挠度验算等。楼板正截面承载力按GB50010-2002《混凝土结构设计规范》及JGJ95-2003《冷轧带肋钢筋混凝土结构技术规程》的有关规定进行计算。2、施工阶段采用桁架模型,包括上下弦杆强度验算、受压弦杆和腹杆稳定性验算以及桁架挠度验算等。⑴当施工阶段设有可靠的临时支撑时,设计时不需进行施工阶段验算。⑵当施工阶段不设临时支撑时,钢筋桁架楼承板中桁架杆件内力及模板挠度采用桁架模型计算。此阶段荷载包括钢筋桁架楼承板自重、湿混凝土重量以及施工荷载。施工荷载采用均布荷载㎡和跨中集中荷载沿板宽为,不考虑二者同时作用。配合工厂的数字化管理,整个装配式建筑的性价比会越来越高。
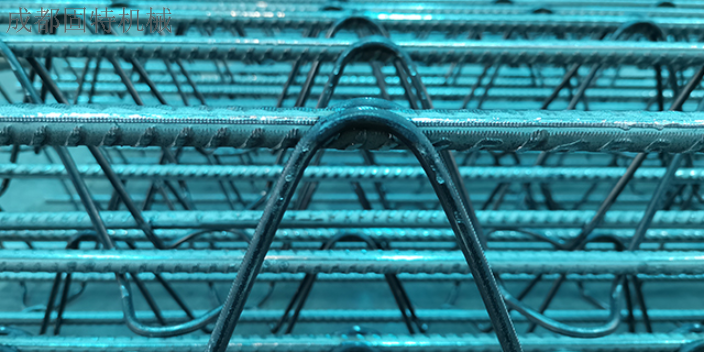
随着城市规模的日益扩张,新一轮工业的进行以及自动化技术不断更新换代,工业转型的呼声日渐高涨。多高层钢结构的迅猛发展,对于工程工期、质量都提出了更高的要求。而在施工建设环节中的楼板施工方法,往往是影响工期的重要因素。混凝土预制构件几乎无处不在,而在超高层采用PC结构且要达到高装配率,成本增加和建造效率降低是需要考虑的问题。装配式钢筋桁架作为现代预制装配式建筑必不可少的构件之一,在整体项目中起到了必不可少的作用。装配式钢筋桁架由三根拉直的钢筋按三角形布置,通过两根长波浪形弯曲的腹杆钢筋电阻点焊连接成型,钢筋型号多样、间距稳定,适合作为连接混凝土薄板与二次浇筑的夹心混凝土之间的连接筋,采用钢筋桁架的叠合楼板可承受更大的剪应力。中构生产的桁架钢筋主要有以下几个特点:1.自动化设备生产,耗损低,产能高,人工成本低,产品竞争优势明显;2.桁架受力模式合理,选材经济,综合造价优势明显;3.现场钢筋绑扎工作量减少60%~70%,更进一步缩短工期;质的主辅材供应,自动化设备生产,产品质量稳定;5.通过调整桁架高度和钢筋直径以适用于跨度较大的楼板;6.力学性能与传统现浇基本等同,抗裂性能好;7.工厂化生产,不受集结影响。现场钢筋捆扎量,钢筋桁架5kg左右,普通楼承板12kg左右。天津减少人工的全自动钢筋桁架焊接生产线推荐厂家
设临时支撑时,与普通现浇混凝土楼板基本相同。重庆绿色环保的全自动钢筋桁架焊接生产线机械设备
相信建筑工地钢筋工们都知道钢结构具有强度高,自重轻,结构可靠性高,绿色环保,可重复利用等优势,使其在结构施工中应用愈发guang泛。下面小编为大家简单总结了两种焊接的方法,希望对于一些刚刚入行到工友带来帮助,具体如下:一、组装焊接1、按次序进行拼装,当有隐蔽焊缝时须先施工焊接,为减少变形应优先采取小件组焊,经矫正后再进行大件组装;板材及型材应在组装前拼接,注意控制焊接残余应力。2、提前涂装构件的隐蔽部位,焊前应qing除焊件坡口表面及两侧的铁锈、油污等杂质,桁架结构杆件装配时须着重控制轴线交点与允许偏差。3、装配时端板要求顶紧磨光或喷砂处理的部位,且须检查其顶紧接触面是否至少75%达到紧贴。4、焊条使用前须结合产品技术要求进行烘干,酸性焊条一般150°C烘干,时间1~2h,碱性焊条一般350~400°C烘干,时间1~2h。焊条烘干后从取出到施焊不宜超过2h,单根焊条烘干次数不应超过2次。5、焊接时应在组装好的构件上施焊,焊前应核对焊接工艺规定参数及焊接顺序。二、螺栓连接1、gao强度螺栓使用前应对螺栓的技术参数指标进行复检,并在班前和班后进行扭矩校正,控制误差不超过3%。重庆绿色环保的全自动钢筋桁架焊接生产线机械设备
上一篇: 山东高速钢筋加工机器人维修电话