宝山区微通道换热器欢迎来电
“创阔科技”将开启高效精细的化工新时代,微通道,就是当量直径在10-1000μm的反应通道,微通道反应技术作为化工过程强化的重要手段之一,兼具过程强化和小型化的优势,并具有优异的传热传质性能和安全性,过程易于控制、直接放大等特点,可显著提高过程的安全性、生产效率,快速推进实验室成果的实用化进程,与常规反应器相比,微通道反应器在传质传热、流体流动、热稳定性等方面具有优异的性能,但是目前使用的微通道,因微通道的当量直径十分微小,流体表面张力的作用变得极为明显,流体在微通道内流动时总是处于平流状态,不同流体间的混合主要依靠分子间的扩散作用,混合效率较低。创阔科技使用的真空扩散焊接的微通道换热器,使用寿命长。宝山区微通道换热器欢迎来电
微通道换热器
近年来,在许多行业和应用中,对高性能热交换设备的需求不断增长,包括电子、发电厂、热泵、制冷和空调系统。创阔科技在微通道换热器的开发和使用有望能满足这些不同行业的需求,因为这种换热器的换热面积和体积比高,具有高传热效率的可能性,从而提高了换热器整体传热性能并具有节能潜力。此外,创阔科技根据行业需要制作的紧凑结构也可以节省空间、材料和成本、并减少了对制冷剂用量的需求。通常,微通道换热器头部联管箱中两相流分配不均匀,这种不均匀性需要尽比较大可能排除,才能很大程度地提高其紧凑性优势,同时提高换热器传热效率。之前的研究工作有试图改善两相流的分布,但大多数努力都集中在水平联管箱内,这种联管方式通常出现在室内机中。创阔科技的研发团队在研究开发并实验研究了改进的联管箱结构(双室联管),以期改善立式联管箱中的两相流分布。通过设计和构建的一个实验装置,给待测换热器提供空调实际运行条件,用以研究在各种操作运行条件下的两相流分布特性和换热器性能。实验台有两个主要部分——测试部分和测试环境生成部分。而其余组件则包含在测试环境生成部分中。使用R410A作为制冷剂进行了实验,并用高速摄像头对实验进行了可视化分析。黄浦区创阔金属微通道换热器微反应器,微结构换热器设计加工 联系创阔能源科技。
创阔能源科技制作的板式换热器.重量轻,板式换热器的板片厚度为1MM,而管壳式换热器的换热管的厚度为,管壳式的壳体比板式换热器的框架重得多,板式换热器一般只有管壳式重量的1/5左右,采用相同材料,在相同换热面积下,板式换热器价格比管壳式约低百分之四十~百分之六十,热损失小,板式换热器只有传热板的外壳板暴露在大气中,因此板式换热器散热损失可以忽略不计,也不需要保温措施。而管壳式换热器热损失大,需要隔热层。换热器是实现将热能从一种流体传至另一种流体的设备。在简单的换热器中,热流体和冷流体直接混合在一起;比较常见的换热器是热、冷两种流体在换热器中被隔板分开,由于两侧热流体和冷流体的温度差,会形成热交换,即初中物理的热平衡,高温物体的热量总是向低温物体传递,这样就把热侧热量交换给了冷侧,有时我们又称换热器为热交换器。
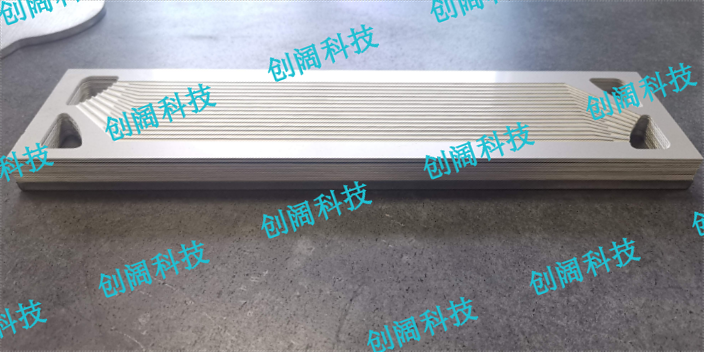
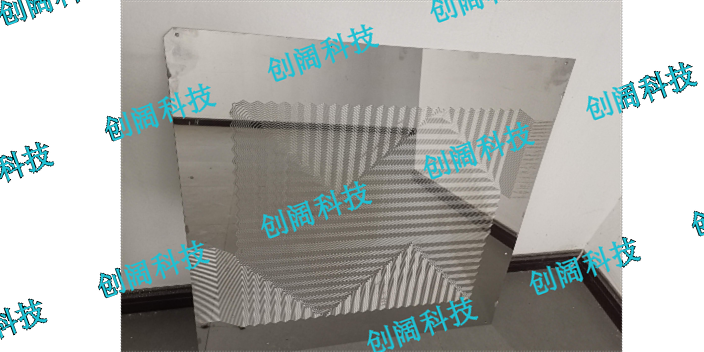
创阔能源科技,致力于微通道换热器(可达微米级,目前处于国内地位)、扩散焊板翅式换热器(适用于铜、不锈钢、钛等多种材料,此技术填补了国内空白)及紧凑集成式系统的技术开发、研制销售。公司产品主要采用扩散结合工艺,其优势是紧凑度高、热阻较小、换热效率高、体积小、强度高,主要用于航空、航天、电子、舰船、导弹等高精尖领域。公司认真领悟贯彻国家提出的军民融合发展的战略要求,落实“民为,以军促民”的发展思路,配置质量资源,按照产品研制要求,积极拓展产品市场,努力为国家**事业做出贡献。创阔科技通过精密微加工技术在高热导率的薄片材料上加工出微尺度流道(几微米到几百微米),多层薄片叠加在一起形成换热芯体,并通过扩散结合焊接形成一体结构。换热器内部通常为冷、热两种流体,热量经过微尺度通道壁面相互传导,进行升温、降温。由于微通道尺寸微小,极大地增加了流体的扰动和换热面积,可以提高换热器的紧凑程度。优点:耐高温、耐高压、耐腐蚀、高紧凑度、高可靠性等。高效换热器加工制作设计找创阔能源科技.
批量生产时间:根据不同客户的产品焊接需求的厚度和不同的精度管控要求以及订单批量大小,按计划正常一星期内检验出货,也可以分批次提前出货。产品检测及售后:本公司所有的真空扩散焊产品的在制品均采用全程影像炉内在线监控、出货检验均采用先进的二次元影像仪精密检测和金相检测。真空扩散焊接的特点一、焊接过程是在没有液相或较小过渡相参加下,形成接头后再经过扩散处理的过程。使其成分和组织与基体一致,接头内不残留任何铸态组织,原始界面消失。因此能保持原有基金属的物理,化学和力学性能,不会改变材料性质!二、扩散焊由于基体不过热或熔化,因此几乎可以在不破坏被焊材料性能的情况下,焊接金属和非金属材料。特别适用焊接用一般焊接方法难以实现,或虽可焊接但性能和结构在焊接过程中容易受到严重破坏的材料。如弥散强化的高温合金,纤维强化的硼—铝复合材料等。三、可焊接不同类型,甚至差别很大的材料。包括异种金属,金属与陶瓷等冶金上互不相溶的材料。四、真空扩散焊接可焊接结构复杂以及厚薄相差很大的工件。五、加热均匀,焊件不变形,不产生残余应力。使工件保持较高精度的几何尺寸和形状。微通道换热器,创阔科技加工。宝山区微通道换热器欢迎来电
紧凑型微结构换热器创阔科技。宝山区微通道换热器欢迎来电
“创阔金属科技”针对真空、扩散、焊接,分别逐个解释一下。真空:焊接时处于真空环境,其目的一般是为了防氧化。扩散:对几个待焊件,高压力让原子间距离变小,再加高温,让原子活跃,原子互相扩散到另一个待焊件里去。焊接:让几个待焊件牢固地结合。双金属真空扩散焊,其早期是用于前苏联的军上。苏联解体后,俄罗斯,乌克兰继承了这个技术。我国的军单位、军类的研发部门也因此拥有这个技术。双金属真空扩散焊的生产方式成本较高,主要原因是生产效率较低,一般都是一炉一炉在生产,一炉的生产时间长(金属加温到焊接温度得十来个小时)。真空扩散焊的技术参数也比较多(气温,湿度,加热温度,各阶段的加热保温时间,压力,加热方式,工件位置,工件变形参数。对整个技术团队的要求高。一个环节没把握好,就会报废。按炉的较低的生产模式,高技术要求,成本就必定高了。但双金属真空扩散焊的产品,有其独到的高性能高质量优势:结合强度高,产品密度提高。因此,航空航天、军一直在采用这个技术。但因为生产成本高,生产效率不高,加温加压工装设备、真空设备等等投入大,因此民用产品采用这个工艺就少,但随着科技的进步,民品也在更新迭代需要这方面的技术来替代了。宝山区微通道换热器欢迎来电
上一篇: 石家庄铝合金微通道换热器
下一篇: 泰州PCHE应用真空扩散焊接