便携激光跟踪仪
激光跟踪仪精度因素:由于激光跟踪仪是利用激光测距,所以测距精度很高,但角度编码器随着距离的加大带来的位置误差亦很大,所以跟踪仪本身主要是角度误差。在激光跟踪仪的应用中靶标对测量精度的影响亦不可忽视,通常靶标外形为球形,内部为3个互相垂直的反射镜(CCR)。若三个反射镜的角点和外球的中心不重合或3个反射镜面相互不垂直都会引起误差,因此在同一次测量中推荐使用同一个反射镜,同时反射镜不要绕自身光轴转动。激光本身受大气温度、压力、湿度及气流流动的影响,所以大气参数的补偿对此仪器的正常使用十分关键。激光跟踪仪的测量精度受环境因素影响较大,如温度、湿度、气流等都会对测量结果产生影响。便携激光跟踪仪
激光跟踪仪概述在直角坐标系、圆柱坐标系及球坐标系中唯有球坐标系是只要求长度量的,其他两个角度量完全可以用现代精密的角度编码器完成。三大技术,即:精度的角度编码器、续光再续和激光催生了激光跟踪仪。T-Probe的发明使隐蔽处测量成为可能,尤其是对方向姿态的测量很大扩展了激光跟踪仪的应用,例如可以用于机器人姿态的动态测量。激光跟踪仪在汽车、航空航天和通用制造领域工装设置、检测和机床控制与校准应用中得到普遍认可,其中以Leica居多,拥有全球1600多台的装机量。激光测量技术如今已开始广泛应用。闵行区便携式激光跟踪仪附件激光跟踪仪的磁性吸盘有国产的吗?
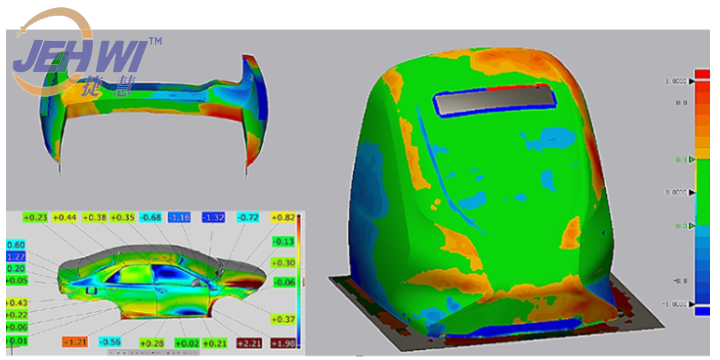
这个工作实现的是通过交互点完成两者的转换。将靶球座固定安放在激光跟踪仪和手持式扫描仪都能测量到的位置,分别将同等直径的激光跟踪仪靶球和扫描仪扫描球放在上面,无论怎么转动两个靶球,它们球心的坐标值是重合的,从而来实现激光跟踪仪对手持式扫描的精度校准。当然一个交互点的位置是不够的,需要安放多个交互点,使得精度更进一步的提高,通常情况下会选用4个交互点。苏州捷慧智能测量科技有限公司当然不同的工件形状、不同的尺寸大小、不同的精度要求,会采用不同的交互点布局,以达到提高精度、节约成本、提高效率的目的。这种方法目前已经被风电叶片的扫描、汽车外形的扫描、飞机的外形与机翼扫描、船舶、航天、重工、铁路、雷达、机械制造等行业采用。
基于激光跟踪仪标定五轴数控加工中心主轴技术以下基于激光跟踪仪标定五轴数控加工中心主轴技术,笔者主要针对数控机床的主轴与主轴电机温度检测与控制系统进行讨论。该系统采用C8051F350单片机作为主控芯片,使用高精度的温度传感器PT100作为温度检测元件的数控机床主轴和主轴电机TN9红外温度传感器,使用KEILC和LabWindows/CVI开发出机器监测温度较低的工艺温度采集程序和主机,以及该系统的设计思想和实现方法,并给出了计算机程序框图和LabWindows/CVI编程实例。实验结果表明,该系统具有灵敏度高,实时性好,稳定,准确,操作简单,对数控机床保证加工精度和无故障安全运行。激光跟踪测量系统是工业测量系统中一种高精度的大尺寸测量仪器。
工作原理: T-Probe在测头中心放置了反射镜,同时按一定的阵列分布了10个红外发光二极管,这样就反映了T-Probe的6个位置参数,进而根据给定的参数给出测头探针针头中心的坐标。这就可以用此探针来对被测对象进行测量。T-Probe不但能进行单点测量亦可以扫描方式采集云点。T-Probe、T-san、T-Cam均可以和现有激光跟踪仪集成以扩展原有的功能。定义: 激光跟踪仪是一台以激光为测距手段配以反射标靶的仪器,它同时配有绕两个轴转动的测角机构,形成一个完整球坐标测量系统。可以用它来测量静止目标,跟踪和测量移动目标或它们的组合。激光跟踪仪主要用于百米大尺度空间三维坐标的精密测量。浙江莱卡激光跟踪仪反射镜
激光跟踪仪的市场价格如何?便携激光跟踪仪
刀具/工件的姿态角在加工过程中,一般很难保证球头铣刀球头上的切割线速度位于比较好切割点(即比较高点),并有可能处于零旋转中心线上,这不仅使切割效率降低,加工表面质量恶化,往往需要手动补丁,因此可能导致精度丢失。但五轴加工中,使用的刀具/工件的姿态角可随时进行调整,不仅可以防止这种情况发生,也可以用于切割充分的切削工具,并利用比较好螺旋线刀具(非点接触的球头铣刀)接触成形,甚至通过工具/工件的姿态角铣刀,切削速度进一步优化,从而获得较高的切割宽度,表面质量,提高加工效率。便携激光跟踪仪
上一篇: 台州Leica激光跟踪仪维修
下一篇: 宿迁二手激光跟踪仪标准球