宁波分装隔离器哪个品牌好
无菌分装隔离器是一种用于确保在高度无菌条件下进行产品分装的设备,它通过物理手段构建一个封闭且高度洁净的工作空间,有效防止外部污染物进入,确保内部的无菌状态。这种隔离器的关键设计理念在于将无菌工艺过程与外部环境彻底隔绝,一定程度地降低微生物污染的风险。其中,双门传递技术是无菌分装隔离器的一大亮点。传统的单门传递方式,虽然能够一定程度上阻断外界与内部无菌环境的直接接触,但在物料传递过程中,仍然存在空气流动、人员操作等因素导致的潜在污染风险。而双门传递技术则巧妙地解决了这一问题,其设计了前后两道互锁的气密门,形成一个严格的隔离区,物料必须经过前门进入隔离区,在此区域内进行灭菌处理后,再通过后门进入无菌分装区域。这样的设计不仅有效避免了物料传递过程中的污染,同时也减少了人员在无菌环境中的活动频率和时间,极大提升了无菌环境的稳定性与持久性。无菌分装隔离器的物料传递区域采用正压设计,防止外部空气进入,从而保护内部的无菌环境。宁波分装隔离器哪个品牌好
由于移动式无菌分装隔离器对外部环境的要求降低,企业无需在洁净室建设上投入大量资金。此外,由于设备本身的设计更加紧凑,也减少了对生产空间的占用,从而降低了建设成本。移动式无菌分装隔离器的运行成本也相对较低。由于设备具有单独的空气净化系统,无需依赖外部洁净室的空气净化设备,从而降低了能源消耗和运行成本。此外,设备的维护成本也相对较低,减少了企业的运营负担。移动式无菌分装隔离器提高了设备的灵活性,使得企业能够快速调整生产布局,提高生产效率。这种设计不仅缩短了生产周期,还降低了因设备故障或维护导致的生产中断风险,从而实现了成本的有效节约。四川分装隔离器材料通过双门传递技术,无菌分装隔离器确保了物料传递过程的无菌性,为产品质量提供了有力保障。

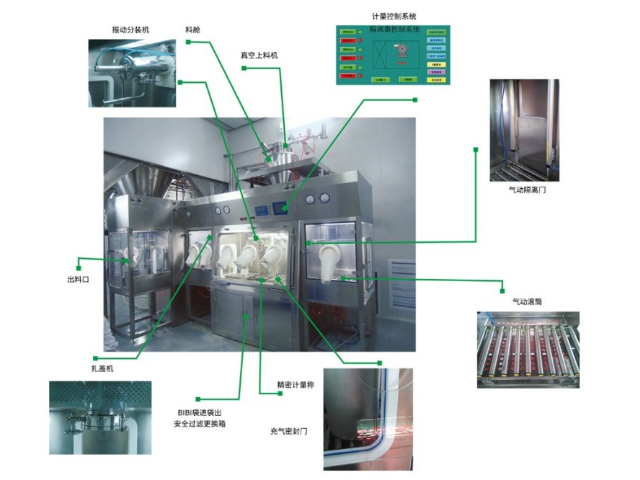
气动密封系统是用于确保无菌隔离操作区域的气密性的系统,它通常包括一个或多个气动密封门和密封装置,可以有效地防止空气和污染物从外部环境进入无菌隔离操作区域。控制系统是用于控制和监控无菌分装隔离器各个部分运行的系统。它通常包括一个或多个控制面板和传感器,可以实时监测和调节无菌隔离器的温度、湿度、压力等参数,以确保无菌环境的稳定和安全。监测系统是用于监测无菌分装隔离器运行状态和无菌环境质量的系统,它通常包括一个或多个监测仪器和传感器,可以实时监测无菌隔离器内外的空气质量、微生物污染等指标,以确保无菌环境的合格和可靠。
称量取样型无菌分装隔离器主要用于药品等行业中的称量和取样过程,在这些行业中,精确的称量和取样是确保产品质量的重要环节。称量取样型无菌分装隔离器具有精确的称量和取样系统,可以准确地控制称量和取样的过程。操作人员可以在隔离器内进行称量和取样操作,通过手套箱和密封门与外界隔离,避免了外界微生物的污染。称量取样型无菌分装隔离器的应用可以提高称量和取样的准确性和可靠性,确保产品的质量和安全。检测型无菌分装隔离器主要用于产品的检测和分析过程。在医药等行业中,产品的检测和分析是确保产品质量和安全的重要环节。检测型无菌分装隔离器具有精密的检测和分析设备,可以对产品进行各种物理、化学和微生物的检测。操作人员可以在隔离器内进行检测和分析操作,通过手套箱和密封门与外界隔离,避免了外界微生物的污染。无菌分装隔离器的设计考虑了操作的便捷性和安全性,确保工作人员在分装过程中免受污染风险。

无菌分装隔离器是一种能够在封闭环境中进行无菌操作的设备,它通过高效过滤系统维持内部环境的无菌状态,从而避免外部微生物的污染。无菌分装隔离器的使用,极大地提高了制药过程的洁净度和安全性,确保了药品的质量。生产型无菌分装隔离器主要用于药品的大规模生产,它通常配备有自动化分装系统,能够实现对药品的精确分装,有效提高了生产效率。同时,该类型隔离器还具备高效的过滤系统,能够有效地去除空气中的微生物和颗粒物,保证生产环境的无菌性。双门传递技术确保了无菌分装隔离器内部环境的稳定,避免了微生物的滋生和传播。宁波分装隔离器哪个品牌好
无菌分装隔离器配套分VHP灭菌系统采用先进的灭菌技术,能够快速杀灭各种微生物,确保无菌效果。宁波分装隔离器哪个品牌好
无菌分装隔离器的舱体可移动性可以降低外部环境要求,在药品生产和制备过程中,无菌条件是非常重要的。传统的无菌分装隔离器需要在无菌室内进行操作,要求室内环境具备一定的洁净度和无菌条件。然而,具有可移动舱体的无菌分装隔离器可以在不具备无菌室条件的环境下进行操作。它的舱体具有良好的密封性和过滤系统,可以有效地隔离外界环境,防止污染。这样一来,药品生产企业可以在更普遍的场所使用无菌分装隔离器,不再受限于特定的无菌室条件,降低了设备使用的限制和成本。宁波分装隔离器哪个品牌好
上一篇: 南昌分装隔离器生产商
下一篇: 陕西隔离防护舱