苏州工业冷弯成型机销售
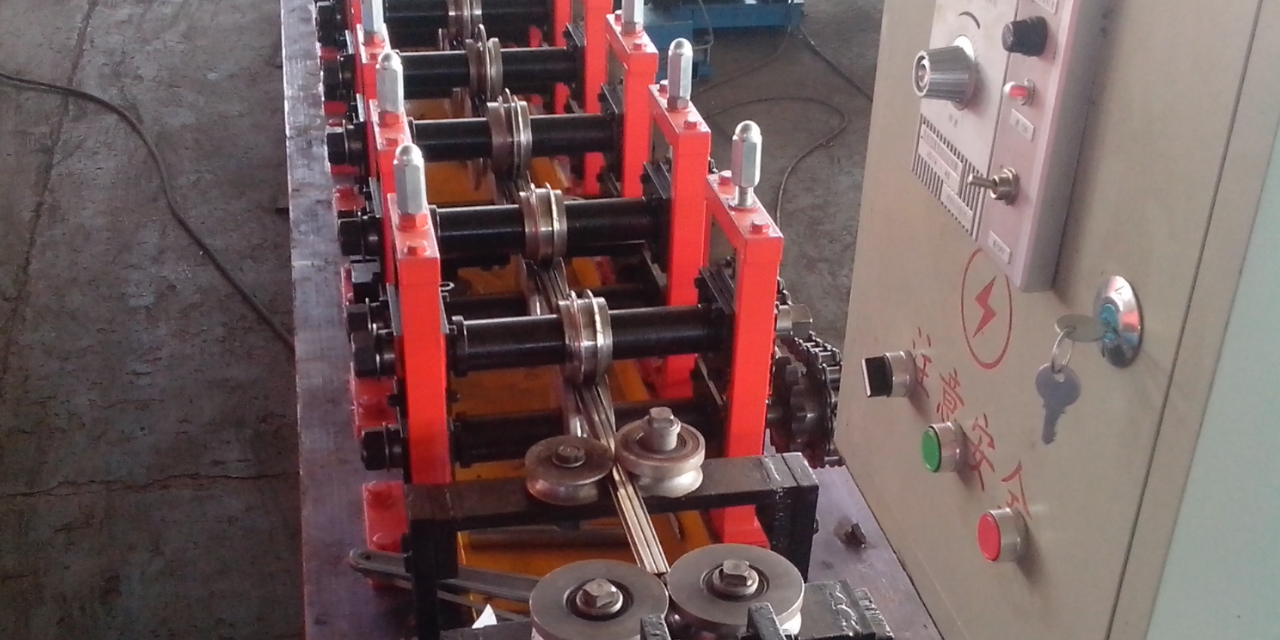
冷弯成型机的安装步骤如下:1.确定安装位置:选择平整、稳定、通风、光线充足的场地,避免阳光直射和潮湿环境。2.安装基础:根据设备的尺寸和重量,选择适当的基础材料,如钢筋混凝土基础或钢板基础,确保设备稳固。3.安装机架:根据设备的结构和尺寸,安装机架和支撑架,确保设备的平稳和垂直。4.安装传动系统:根据设备的传动方式,安装传动系统,包括电机、减速器、链条、齿轮等。5.安装辊轮系统:根据设备的辊轮数量和尺寸,安装辊轮系统,包括上辊轮、下辊轮、导向辊轮等。6.安装控制系统:根据设备的控制方式,安装控制系统,包括PLC控制器、触摸屏、电气元件等。无锡市富祥机械设备有限公司为您提供冷弯成型机 ,欢迎您的来电哦!苏州工业冷弯成型机销售
冷弯成型机加工注意事项:1.选择合适的冷弯成型机:根据加工材料的厚度、宽度、长度和形状等因素,选择适合的冷弯成型机。2.调整机器参数:根据加工材料的特性和要求,调整机器的参数,如轧辊间距、轧辊角度、轧辊速度等。3.保持机器清洁:定期清洁机器,避免杂质和灰尘进入机器内部,影响加工质量。4.保持机器润滑:定期加油、换油,保持机器润滑,减少机器磨损和故障。5.注意安全:操作时要注意安全,避免手部或身体接触到机器运动部件,穿戴好防护用品。淮安导轨冷弯成型机定制无锡市富祥机械设备有限公司力于提供冷弯成型机 ,欢迎您的来电哦!

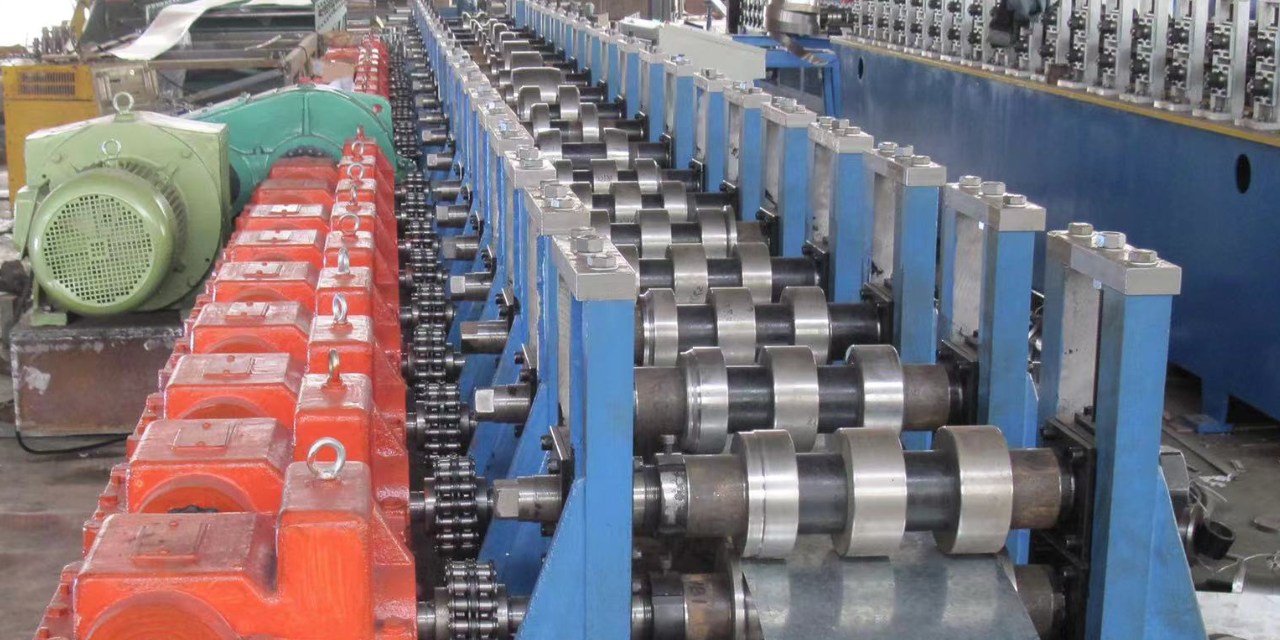
卷材、带材等金属板带不断地进行横向弯曲,以制成特定断面型材的塑性加工工艺的机械。冷弯成型机钢珠滑轨机轧辊设计制造特点:1、各道次平均受力原则,全线滚轮平均受力,磨损均衡,延长轧辊使用寿命。2、轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.
冷弯工作结束时,关闭冷弯成型机传动系统 ,同时启动液压系统,使液压缸收回。将冷弯型钢放置在辅助系统 的门式托架上即可。冷弯成型生产线广泛应用于汽车零部件钢业,如保险杠.门槛件.座椅件等,同时物流货架行业也被广泛应用,其冷弯辊压成型的技术是一种节能高效的金属板料成型新工艺、新技术。有了这一工艺,不但产品的质量有保证,而且能够缩短产品开发的周期、提高生产效率,有效提高了市场竞争力。整条生产线的系统主要包含以下几个部分:开卷机-校平机-剪切对焊机-伺服送料冲孔机-冷弯成型及-伺服切断机;可以根据用户的产品要求,设计冷弯成型的轧辊,冷弯成型机 ,就选无锡市富祥机械设备有限公司,用户的信赖之选,有需要可以联系我司哦!
轧辊采用C12MoV 材料是利用其耐磨性能,但具体的强度与硬度是矛盾的,热处理时要利用C12MoV的红硬性,淬火后,两次甚至三次回火才能达到硬度。3、轨道圆弧部位是滑轨部位,前几道压成型后的圆弧位,在后道次轧折立边时,应对已成型的圆弧,通过上下轧辊或横轮,进行有效管束保护,不然,材料在拉伸过程中圆弧位一定会变化,R变小成为三角形,钢珠不到底,两点接触产生噪音,R变大时,配合轨产生晃动,滑轨使用时轨迹模糊,受力不均,滑轨变形,缩短寿命。4、滚压稳定性问题,生产中经常碰到材料在滚道中左右偏摆的问题,实际上是单组滚轮受不对称,左边受力大,材料往右边偏摆;右边受力大,材料往左边偏摆.无锡市富祥机械设备有限公司力于提供冷弯成型机 ,有想法的不要错过哦!淮安导轨冷弯成型机定制
无锡市富祥机械设备有限公司力于提供冷弯成型机 ,期待您的光临!苏州工业冷弯成型机销售
冷弯成型机安装注意事项:1.安装前应先检查冷弯成型机的各个部件是否完好无损,是否有缺陷或损坏。2.在安装过程中,应按照冷弯成型机的安装说明书进行操作,确保安装正确无误。3.在安装过程中,应注意冷弯成型机的重心平衡,避免出现倾斜或不稳定的情况。4.安装时应注意冷弯成型机的固定,确保其稳定性和安全性。5.在安装过程中,应注意冷弯成型机的电气接线,确保接线正确无误。6.在安装完成后,应进行试运行,检查冷弯成型机的各项功能是否正常。7.在使用过程中,应定期对冷弯成型机进行维护保养,确保其长期稳定运行。苏州工业冷弯成型机销售
上一篇: 扬州建筑抗震支架销售
下一篇: 江苏智能抗震支架设计加工