崇明区PCD镗刀PCD
PCD刀具主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒间有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。金刚石涂层刀具可以应用于高速加工,原因是除了金刚石涂层刀具具有优良的机械性能外,金刚石涂层工艺能够制备任意复杂形状铣刀,用于高速加工如铝钛合金航空材料和难加工非金属材料如石墨电极等。金刚石PCD刀具的优点有:1金刚石PCD刀具的弹性模量大,2切削刃钝圆半径值可以磨的很小,不容易断裂,3能长期保持切削刃的锋利程度:金刚石刀具的热膨胀系数小,热变型小。粗加工合金铸铁时,刀具必须经受铸造工艺遗留下来的表面裂纹、残砂和其它原有表面不连续所引起的断续切削。崇明区PCD镗刀PCD,CBN多晶刀具

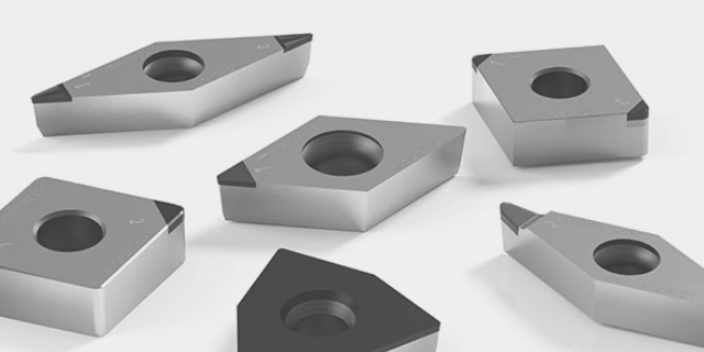
CBN数控刀片硬车削淬硬钢的案例参数(1)硬车削淬硬钢齿轮的CBN数控刀片BN-H21加工工况:强断续切削端面;加工材料:20CrMnTi齿轮,HRC58-62;选用刀片:BN-H21WNGA080404;切削参数:ap=;冷却方式:干切;结果:相较于某品牌CBN刀片,BN-H21材质刀具寿命提高5倍。(2)硬车削淬硬钢风电轴承的CBN数控刀片BN-H200工件名称:风电轴承滚道工件材质:42CrMo4(硬度HRC58-63)刀片型号:BN-H200RNMN090300切削参数:Vc=260m/min,Fr=,ap=:干式切削相较于某品牌CBN刀片,BN-H200材质加工风电轴承表面光洁度达到,而且属于正常的后刀面磨损。 上海PCD成型铣刀PCD,CBN多晶刀具批发商金刚石刀具优异性能决定了它在机加工中的广泛应用。
电学性质纯净的不含杂质的金刚石是绝缘体,室温下电阻率在1016Ω?cm以上。只有掺人了其他元素后,才显出半导体特性。同Si、Ce、As等半导体材料相比,金刚石具有非常宽的禁带,小的介电常数,高的载电子迁移率,大的电击穿强度,说明金刚石是一种性能优良的宽禁带高温(>500℃)半导体材料。天然金刚石无磁性;人造金刚石中若含有Ni、Co、Fe等触媒杂质,则具有磁性,杂质越多,磁性越强。光学性质金刚石具有很高的折射率和强的散光性,还具有优良的透光性能,能透过很宽的波段。某些金刚石在紫外区、可见区直至远红外区的大部波段(μm)都是透明的。以上超硬材料所具备的优异或特异的性能和性质,决定了它们有着广阔用途。与天然金刚石(ND)相比,人造聚晶金刚石(PCD)的硬度、杨氏模量和热导率稍低,断裂韧性、热膨胀率稍高。人造CVD金刚石的各种性能则介于ND与PCD之间,更接近于天然金刚石。例如,天然金刚石的硬度达10000HV,PCD约为8000HV,CVD金刚石可达9000HV。
pcd刀具的材料是人造聚晶金刚石,硬度HV10000,寿命是硬质合金刀具的5倍,主要是用来加工有色金属材料和非金属材料,比如可以用来加工金、银、铝、铝铸合金、铜合金、镁合金、合成纤维、碳纤维、玻璃、塑料、木材及其复合材料等材料。无法加工金属材料,因为会产生化学反应,无法加工。CBN刀具是人造立方氮化硼刀具,在高温的时候还能保持高硬度的特性,CBN具有较高的硬度、化学惰性及高温下的热稳定性,PCBN刀具材料具有优良的切削性能,所以特别适合加工其硬度在HRC45以上的淬火钢、耐磨铸铁、HRC35以上的耐热合金以及HRC30以下而其它刀片很难加工的珠光体灰口铸铁。天然金刚石刀具是超精密切削加工较理想的工具。

一些零件的内部有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件,还有的自锐性比较好,修整间隔的时间长,在使用这个修整工具的时候,必须要按照正确的方法进行,尤其是一些刀具,必须要遵守一定的注意事项。PCD铣刀修整工具使用事项:1、在放置金刚石修整工具头到夹座时,注意不要撞击到砂轮表面,不能将单点的金刚石修整工具头垂直地对准砂轮中心。2、不能对发热的修整工具进行“淬火”。在干式修整时,必须保持两次修整的间隔时间,足以使发热的修整工具冷却。3、不能假定砂轮表面具有理想的平整。在开始修整时,找出砂轮的比较高点位置,进行修整。4、如果可能的话,每次砂轮的修除量,在砂轮的半径上不能超过。过大的修除量能够引起金刚石修整工具头的过早磨耗和经常破碎。5、但也不能每次修除太小的余量。对于在旧的或刚性差的机床上使用的砂轮可以不进行修整。注意修整中不能在一个位置上停留太长的时间。这样将会使砂轮表面抛光,产生高温和损坏金刚石修整工具。每天至少转动修整工具一次。是否拥有一套好的PCD铣刀等刀具修磨标准是衡量一个修磨中心是否专业的标准,修磨标准里,一般规定了不同刀具在切削不同材料时其切削刃的技术参数。CBRB/CBC1两种断屑槽型,适用于淬火刚加工切深由0.1-1mm范围内,均可实现优异的断屑性能。江苏PCD铰刀PCD,CBN多晶刀具销售公司
PCD刀具就是聚晶金刚石刀具,PCBN刀具就是聚晶立方氮化硼刀具,都是人工合成的聚晶产品。崇明区PCD镗刀PCD,CBN多晶刀具
PCBN刀具**适合于铸铁、淬硬钢等材料的高速切削加工。由PCBN刀具切削铸铁及淬硬钢时刀具后刀面磨损与切削距离的关系可以看出:当切削速度超过一定限度后,切削速度越高,PCBN刀具后刀面磨损速度反而越小,即高速切削下刀具的寿命反而高,这一特点尤其适合现代高速切削加工。硬态切削加工技术的比较好刀具材料对淬硬件(硬度HRC55以上)的精加工,通常采用磨削加工方法来完成,然而随着刀具材料发展及车床(尤其是数控车床)加工精度的提高,以硬态切削代替磨削来完成零件的**终加工已成为一个新的精加工途径,这种以车代磨的工艺方法有以下优点:(1)可提高加工柔性,突破了砂轮磨削的限制,通过改变切削刃及走刀方式可以加工出几何形状各异的工件;(2)切削加工中的环保问题日益严峻,磨削加工产生的废液和废弃物越来越难以处理和***,而且对人体有害,而硬态切削无须加冷却液,意义重大;(3)切削效率高,加工时间短,设备投资费用小,可降低加工成本;(4)切除相同体积所消耗的能量*为磨削的20%,因此产生的切削热较少,加工表面不易引起烧伤和微小裂纹,易于保持工件表面性能的完整性;(5)同样金属去除率情况下,硬态切削较磨削节省能源。 崇明区PCD镗刀PCD,CBN多晶刀具
上海每卓实业有限公司依托可靠的品质,旗下品牌AKIZ,森泰英格,恒峰,沃尔德以高质量的服务获得广大受众的青睐。每卓实业经营业绩遍布国内诸多地区地区,业务布局涵盖液压夹具,非标数控刀具,数控刀柄,齿轮刀具等板块。同时,企业针对用户,在液压夹具,非标数控刀具,数控刀柄,齿轮刀具等几大领域,提供更多、更丰富的五金、工具产品,进一步为全国更多单位和企业提供更具针对性的五金、工具服务。上海每卓实业有限公司业务范围涉及上海每卓主要批发销售品牌:森泰英格、山高(Seco)、瓦尔特(Walter)、伊斯卡(Iscar)、肯纳(Kennametal)、威迪亚(Widia),WIDIN、美国AMEC钻刀片、英格索尔(Ingersoll),普拉米特(Pramet)和 恒峰刀具等。我公司创立了自主品牌:AKIZ,能设计各种类型的质优刀具。等多个环节,在国内五金、工具行业拥有综合优势。在液压夹具,非标数控刀具,数控刀柄,齿轮刀具等领域完成了众多可靠项目。
上一篇: 南通PCD三面刃铣刀盘PCD
下一篇: 闵行区螺伞刀具齿轮刀具销售公司