江苏砂轮杆非标刀具厂家
液压刀柄是利用两个气胀轴的同心圆筒,封住两端组成一个圆筒形的空腔,用液压油把圆筒的其中一个给充溢,并且对油液进行施加必定的压力,这个压力就会用持平的数值传到油腔的每一个部位。这两个同心的圆筒的外筒壁较薄,遭到压力后,就会向外膨胀,根据这个变形的薄壁,就可以完成对内孔的胀紧夹持和对外径的胀紧夹持。这个时候的薄壁其实是每一处都均匀着承受着油压,因此对零件的内孔和外径进行涨紧后,它的夹持精度就会非常高。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。江苏砂轮杆非标刀具厂家
合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。上海非标铣刀盘非标刀具非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。

液压刀柄的夹持方法是一种只需要一个加压螺栓就能拧紧的,选用这一刀具夹紧体系能使体系径向跳动误差精度和重复定位精度控制在3μm以下,为了到达更好的加作业用,液压刀柄常常被应用到很多领域,液压刀柄的特点有(1)液压刀柄具有极高的夹持回转精度(≤)。在钻孔和铰孔加工中能够**进步孔的尺度精度并有用避免断刀;在铣削加工中则使多刃刀具各切削刃能够均匀地切入工件,从而改进切削状况,下降刀具磨损。(2)液压刀柄油腔内的油一起还添加结构阻尼,从而改进刀柄夹持的动力学特性,使之具有***的阻尼减振性能。能够下降切削加工中发生的振荡,进步工件的表面质量。(3)液压刀柄装卸刀具非常方便,只需使用一把六角扳手就能够轻松地装卸刀具,不需要任何辅助装置。
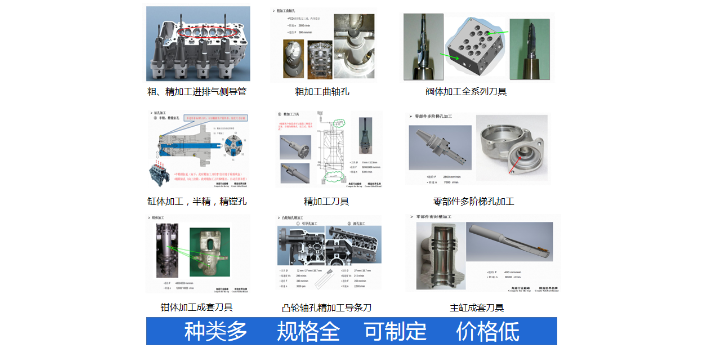
机械加工过程中经常会遇到一些难以用标准刀具进行加工的情况,所以非标刀具的制作对机械切削加工十分重要。金属切削使用非标刀具多见于铣加工,故本文主要对铣加工中非标刀具的制作进行介绍。由于标准刀具的制作针对的是面广量大的普通金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等非常容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等情况时,标准刀具就无法满足加工的需要。所以在加工过程中,需对刀具的材质、刀口的几何形状,几何角度等,进行针对性的设计,可分为专门订制和非专门订制两大类。汽车零部件非标刀具发动机缸盖导条式镗铰刀。

刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。多数工况标准刀具都可以满足,但是遇到特殊要求的就无法满足,只有通过产品的实际要求来进行非标定做。重庆砂轮杆非标刀具定制
汽车零部件非标刀具发动机缸盖喷油孔铰刀。江苏砂轮杆非标刀具厂家
机械加工进程中经常会遇到一些难以用规范刀具进行加工的状况,因而,非标刀具的制刁难机械切削加工十分重要。因为金属切削使用非标刀具多见于铣加工,故对铣加工中非标刀具的制作稍作介绍。因为规范刀具的制作针对的是面广量大的一般金属件或非金属件的切削,当遇到工件进行过热处理而硬度增大,或工件为不锈钢等十分容易粘刀,也有一些工件的表面几何形状十分复杂,或被加工表面有较高的粗糙度要求等状况时,规范刀具就无法满意加工的需求。所以在加工进程中,需对刀具的质料、刀口的几何形状,几何角度等,进行针对性的规划,可分为不需求专门订制和需求专门订制两大类。不需求专门订制的刀具主要是处理两个问题,如尺度问题和表面粗糙度问题。江苏砂轮杆非标刀具厂家
上一篇: 重庆砂轮杆非标刀具厂家
下一篇: 福建三面刃铣刀盘非标刀具