花键卡簧液压夹具供应商
机床夹具机床夹具包括导向件、定位件、对刀块、夹紧件、支撑件,和夹具有关的机床附件,在“机床夹具”里所列夹具、常用的零件及部件均参考机械标准、行业标准可以直接调用三维模型。其特点是结构紧凑,操作迅速、方便、省力,可以保证较高的加工精度和生产效率,但设计制造周期较长、制造费用也较高。使用液压夹具的优势是什么?传统的机械夹具在人力使用方面需要更多的花费,而液压夹具相对传统的机械夹具优势多多。使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。油路的设计,一个压紧就需要一个油路,一般情况下不共用,放松油路可以共用一个油路。花键卡簧液压夹具供应商
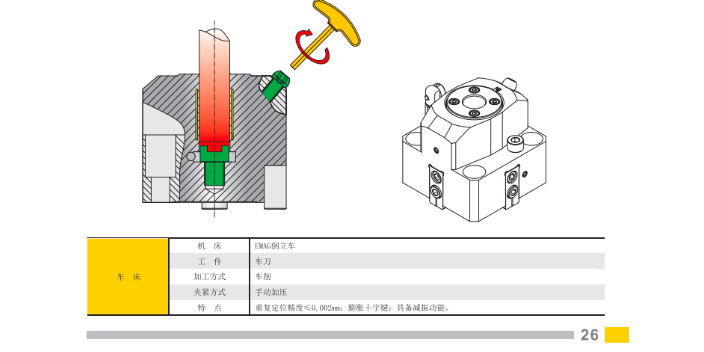
液压螺母使用方法1.手动泵在运用前将液压油注满,注油口在手动泵的后端,翻开螺母注油,注油后锁紧。加压时将泵上方的手柄上下压动,将泵右侧的卸荷开关手柄顺时针锁紧;卸压时将手柄逆时针旋转即可。左边接压力表,可调查加压时的压力指示,手动泵前端接注油胶管。2.液压螺母由螺母体、压环、注油口及放油排气接头组成,运用时将螺母外观清洗洁净。螺母旋进工件并锁紧螺母,压环应在原始方位,然后将手动泵的注油胶管接口插在注油口上,锁紧手动泵右侧的卸荷开关手柄,逐渐加压,一起将放油排气接头上部的放气帽向内旋,放气,直至螺母内空气排净,流出洁净的液压油后向外旋松放气帽使之单向阀封闭,持续加压注油,使压环向外压出,到达压紧目的,直到加压到你所需压紧目的即可。松开卸荷开关手柄,松开手动泵的加压胶管接头。3.松卸螺母将放油排气接头向里旋转直至液压油流出,逐渐松开螺母即可。4.螺母在没有旋进工件锁紧前,请不要给螺母加压,防止压环偏载脱出,在不运用时请将螺母内的油放净,压环回到原始方位,以备下次运用。在螺纹处加黄油防止生锈。青浦区AKIZ液压夹具液压夹具在现代工程行业中扮演着重要的角色。

液压夹具就是用液压元件代替机械零件,通过液压控制实现对工件的自动定位、支承与夹紧的夹具。具有夹紧力大,夹紧可靠,工作平稳,使用方便等优点,广泛应用于数控机床,加工中心,自动化生产线等场景。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形,还能利用自动控制压板的压紧和抬起在加工中让开夹紧位置。液压夹具既能在粗加工时承受大的切削力,也能保证在精密加工时的准确定位,还能完成手动夹具无法完成的支撑、夹紧和快速释放。不管是一套简单的液压夹具还是复杂的整体生产线,液压夹具的设计流程都是一样的,依次为总体方案的制定、液压缸类型规格的选择、控制阀的选择、机械部分的设计、泵站附件的选择、系统连接。液压夹具为各种加工过程提供强大的夹紧与定位力。云动力油缸在自动化加工过程中用来定位和夹紧。对心台钳,自定心夹紧元件等产品提供良好的定位,转角油缸和杠杆油缸提供对产品的压紧力,支撑油缸可以防止产品加工中的变形。从简单固定到机器人辅助加工中心,油缸都能提供夹紧与支撑力来提升生产效率。
夹具通常由定位元件(确定工件在夹具中的正确位置)、夹紧装置、对刀引导元件(确定刀具与工件的相对位置或导引刀具方向)、分度装置(使工件在一次安装中能完成数个工位的加工,有回转分度装置和直线移动分度装置两类)、连接元件以及夹具体(夹具底座)等组成。夹具在电子厂商使用也是非常高的,在生产中为了提高生产效率和产品质量,在生产的中段和后段就常用工装夹具来进行功能测试或者辅助装配(能装配出固定的外形及高度等)。实际在电子生产制造厂中的用途是非常广,因为是非标定制的,所以只有想不到而没有做不到的。液压夹具确保了同一道工序下的加工质量一致性。由于变形造成的废品率将会微乎其微。

车床夹具可分为通用夹具和**夹具两大类。通用夹具是指能够装夹两种或两种以上工件的夹具,例如车床的三爪卡盘、四爪卡盘、弹簧卡套和通用心轴等;夹具是专门为加工某一特定工件的某一工序而设计的夹具。 按夹具元件组合的特点,可分为不能重新组合的夹具和能重新组合的夹具。后者称为组合卡具。液压夹具就是用液压元件代替机械零件实现对工件的自动定位、支承与夹紧的夹具。通过把选用的液压元件和设计的机械部分装配在一起,就可以得到所需要的夹具。液压夹具相比机械夹紧的多,使用液压夹具的主要优势是能节省夹紧和松卸工件时所花的大量的时间。山东车床液压卡盘液压夹具生产厂家
液压夹具的日常保养应注意勿随意磕碰,防尘,防锈,特别是液压夹具膨胀部位请勿空胀。花键卡簧液压夹具供应商
使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。然而,液压夹具需要通过控制油路的通断,就可实现夹具的完整的顺序动作控制。液压夹具系统的第二个优势是可实现比较精细的定位。定位精度的关键在于在定位和夹具过程中夹具力比较稳定,所以流水作业中,同一批加工件的加工质量保持一致,降低因为用力过度造成的工件变形问题,产品报废率降低。成批零部件可以互相替换使用。液压夹具系统的第三个优势在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是比较不错选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,解决定位不准的问题。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。花键卡簧液压夹具供应商
上一篇: 盐城齿轮滚刀齿轮刀具
下一篇: 苏州齿轮滚刀齿轮刀具供应商