上海机床刀具供应商
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。致力于为客户提供稳定品质的金刚石刀具。上海机床刀具供应商

使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损湖南CBN刀具784960 非标刀具非标复合铰刀,一次性可完成几个孔的精铰,提高生产效率。

合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。
天然金刚石具有硬度高、耐磨损、磨擦系数小、导热性好等优良特性,是制造切削有色金属和非金属材料刀具的理想材料,使用天然单晶PCD刀具对精密超精密零件进行切削,始于50年代末期。后来发展要求加工非球面曲面反射镜,再发展要求加工大型反射镜。要求很高的形状精度和很小的表面粗糙度。目前,天然单晶金刚石刀具的使用已经相当成熟,但是由于其产量低,价格昂贵,加上人造金刚石的出现,天然单晶金刚石刀具在精密加工领域的使用量的增加趋势有所减弱,几种人造金刚石以其良好的性能价格比和逐步成熟的使用技术,已经逐步占领了要求相对较低的精密加工市场。金刚石优异性能决定了它在机加工中的广泛应用。加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的金刚石刀具可防止金属与刀具粘结在一起。由于金刚石的弹性模量大,在切削时刃部变形小,对所切削的有色金属挤压变形小,使切削过程在小变形下完成,可以提高切削的表面质量。加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时。多晶金刚石(PCD)和多晶立方氮化硼(PCBN)刀具虽然其成本较高,但是这种刀具能成为提高生产率的比较好工具。
金刚石刀具选购技巧有哪些?哪种刀具好?选购金刚石刀具的时候,还是要了解好其具体品质如何。这类刀具一旦质量不过硬,加工产品质量和精度都会受到影响,还会导致不必要的材料浪费,会提升加工成本。所以一开始选购刀具就要保证其质量,那么该如何选择比较不错的刀具呢?哪种产品质量好呢?粒度的比较因为金刚石颗粒粗,单一颗粒刀头其实非常锋利,切割效率高,不过金刚石结块抵抗弯曲强度会减小。而金刚石颗粒细,或者是有粗细混合的情况,那么刀头使用持久度高,但是切割的效率相对低一些。所以选择金刚石刀具要考虑到颗粒数,一般在50-60之间是比较合适的,选购的时候就要特别注意好具体参数的情况。分布密度的比较金刚石分布密度逐步变大,那么其瑞利星和切割效率都是会下降的,切割的期限也同样会变长。但是要特别注意密度太大肯定锯片不锋利,但是分布密度低、颗粒粗,效率也同样会提升。所以还是要注意好运用的环境情况,这样也可以有利于后续的加工。强度的比较金刚石刀具的强度情况也是要提前确认好的,如果金刚石强度高,那么警惕不容易被切割,磨粒在使用过程中会被抛光,锐利度减小,那么就会导致刀具的性能变差。而其强度比较低。金刚石刀具主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工。上海机床刀具供应商
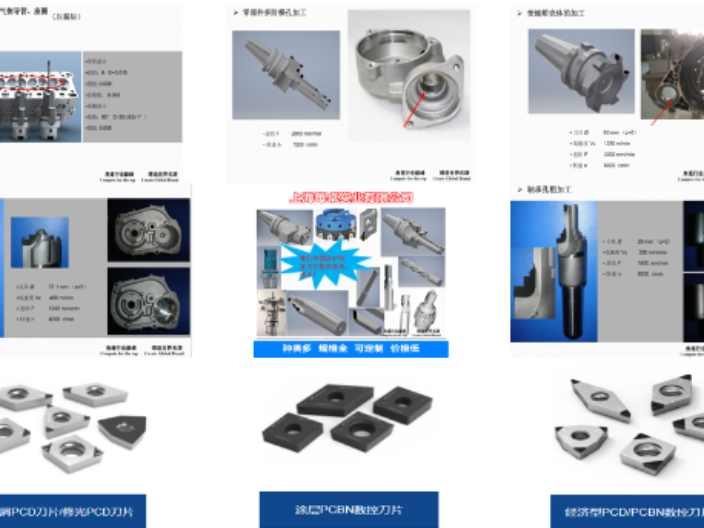
汽车零部件非标刀具排气管根部组合铣刀。上海机床刀具供应商
如果正确选择切削用量、刀具几何参数及其他加工条件,则PCBN是一种高效长寿命刀具,能创造很高的经济效益,但如果使用方法不当,则会造成很大的浪费。虽然PCBN刀具材料的价格相对硬质合金及陶瓷刀具的价格还偏高,但均摊到每个工件上的刀具成本却低于其他材料刀具,采用先进切削加工工艺时,若将磨削机床等设备投资摊入生产成本,则PCBN刀具的使用会带来更大经济效益。对一般中小企业来说,精加工工序的磨削加工始终是制造过程的瓶颈,若购置性能好的车床,采用PCBN刀具,应用以车代磨等先进切削加工工艺,即可节省设备投资、提高生产率,又可**增加加工过程的柔性。另外,由于人员费用的增大及环境保护方面的要求,大力推广使用PCBN刀具,充分发挥其潜在效能,提高切削加工技术水平也是具有重要意义的。上海机床刀具供应商
上一篇: 湖南热装机非标刀具定制
下一篇: 欧美铣刀刀片