扬州导条式镗铰刀非标刀具
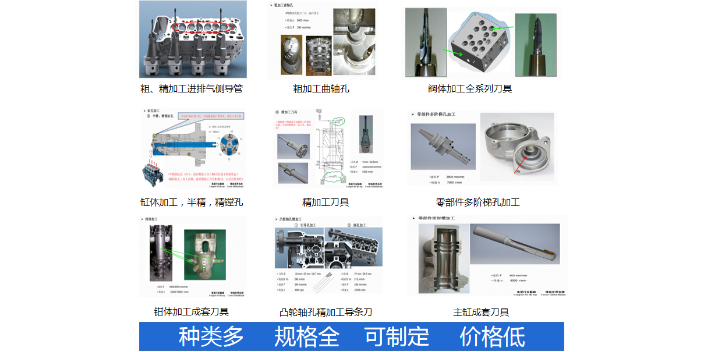
非标刀具是一种特殊的刀具品种,能够满意工件的外表几何形状十分复杂或被加工外表有较高的粗糙度要求等情况时的加工要求,为了在到达零件图纸要求的前提下,进步加工效率,一次成型,这时非标的成型刀具就是*****。非标刀具的品种有很多,但是大致能够分为四大类,详细如下:1、非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标**钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。汽车零部件非标刀具转向节加工钻镗刀。扬州导条式镗铰刀非标刀具

非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的材料也有一定的要求的。河北非标铣削刀具非标刀具厂家非标刀具在机加工行业“提效率、降成本”中扮演举足轻重的角色。

FMP-BE可转位面铣刀非标定制,主要用于结构复杂且对刀具直径 长度或者刚性有特殊要求的场合。可以灵活完成型腔 方肩及端面加工要求。定制FMP-BE可位面铣刀的特点主要有:1.铝合金和钢双金属设计,重量轻强度高,寿命一般是常规铝合金刀盘的数倍2.预定位面可使刀片快速定位,定位精度可达0.02mm,满足没有预调设备的客户使用。3.调节结构简洁易用,可用在0.1mm范围内进行微调,整盘刀片可轻松调节到0.002mm以内精度。4.刀片安装简单,可装不同主偏角刀片。5.刀片采用定位面和后刀面分离设计,定位基准单一 长效。6.刀片双头化设计,可重复修磨,经济实用。7.刀片多种刃口形式和主偏角设计,不同刀片组合可以满足端面铣削 方肩铣削的各种工况需求。
铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确面对日益增多的难加工材料,刀具行业必须改进刀具材料研发新的刀具材料和更合理的非标刀具。
数控刀具在高性能、高精度的数控机床上应用,为取得稳定和良好的加工效率,一般对数控刀具从设计、制造和使用都提出了比普通刀具更高的要求。数控刀具和普通刀具的主要区别在以下几个方面。(1)高精度的制造质量为稳定加工出高精度的零件表面,因而对刀具(包括刀具零件)制造在精度、表面粗糙度、形位公差等方面提出了比普通刀具更严格的要求,特别是可转位刀具,为确保刀片刀尖(切削刃)在转位后尺寸的重复精度,刀体刀槽和定位零件等关键部位的尺寸和精度、表面粗糙度须严格给予保证,同时为便于刀具在对刀仪的对刀和尺寸测量,基面加工精度也应保证。(2)刀具结构的优化先进的刀具结构能**提高切削效率,如高速钢数控铣削刀具在结构上已较多采用波形刃和大螺旋角结构,硬质合金可转位刀具则采用了内冷却、刀片立装式、模块可换和可调式结构,而如内冷却结构,则是一般普通机床无法应用的。(3)刀具***材料的广泛应用为延长刀具使用寿命,提高刀具强度,很多数控刀具的刀体材料都采用了**度合金钢,并进行热处理(如氮化等表面处理),使其能适用于大切削用量,且刀具寿命也得以显着提高(普通刀具一般采用的是经过调质处理的中碳钢)。在刀具刃部材料上。标准件一般是固定的尺寸大小。非标件则是,需要针对不同位置的零件,设计不同的大小类型。辽宁非标刀具
汽车零部件发动机缸体非标刀具拉铣刀。扬州导条式镗铰刀非标刀具
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损扬州导条式镗铰刀非标刀具