福建数控加工刀具
硬质合金刀具是一种常用的切削工具,具有以下独特之处:高硬度:硬质合金刀具通常由钨钴合金制成,钨钴合金中的碳化钨具有极高的硬度,可达到1500-2000HV。这使得硬质合金刀具能够在高速切削中保持较长时间的刀具寿命。耐磨性:硬质合金刀具具有优异的耐磨性,能够在切削过程中抵抗刀具与工件之间的摩擦和磨损。这使得硬质合金刀具适用于加工硬度较高的材料,如钢、铸铁、不锈钢等。抗断裂性:硬质合金刀具具有较高的抗断裂性,能够在切削过程中承受较大的切削力和冲击力,不易断裂。这使得硬质合金刀具能够适应高速切削和重切削的需求。热稳定性:硬质合金刀具具有较好的热稳定性,能够在高温切削条件下保持较长时间的刀具寿命。这使得硬质合金刀具适用于高速切削和高温切削的应用领域。刀具形状多样:硬质合金刀具可以根据不同的加工需求和工件形状设计成各种形状,如铣刀、钻头、车刀、螺纹刀等。这使得硬质合金刀具能够满足不同加工操作的需求。总的来说,硬质合金刀具具有高硬度、耐磨性、抗断裂性和热稳定性等独特之处,使其成为广泛应用于金属切削加工领域的重要切削工具。 非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。福建数控加工刀具
金刚石刀具选购技巧有哪些?哪种刀具好?选购金刚石刀具的时候,还是要了解好其具体品质如何。这类刀具一旦质量不过硬,加工产品质量和精度都会受到影响,还会导致不必要的材料浪费,会提升加工成本。所以一开始选购刀具就要保证其质量,那么该如何选择比较不错的刀具呢?哪种产品质量好呢?粒度的比较因为金刚石颗粒粗,单一颗粒刀头其实非常锋利,切割效率高,不过金刚石结块抵抗弯曲强度会减小。而金刚石颗粒细,或者是有粗细混合的情况,那么刀头使用持久度高,但是切割的效率相对低一些。所以选择金刚石刀具要考虑到颗粒数,一般在50-60之间是比较合适的,选购的时候就要特别注意好具体参数的情况。分布密度的比较金刚石分布密度逐步变大,那么其瑞利星和切割效率都是会下降的,切割的期限也同样会变长。但是要特别注意密度太大肯定锯片不锋利,但是分布密度低、颗粒粗,效率也同样会提升。所以还是要注意好运用的环境情况,这样也可以有利于后续的加工。强度的比较金刚石刀具的强度情况也是要提前确认好的,如果金刚石强度高,那么警惕不容易被切割,磨粒在使用过程中会被抛光,锐利度减小,那么就会导致刀具的性能变差。而其强度比较低。安徽螺纹刀具加工金刚石刀具主要用于紫铜及铜合金和金、银、铑等贵重有色金属,以及特殊零件的超精密镜面加工。

铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确
CBN刀具是一种采用立方氮化硼(CubicBoronNitride,简称CBN)作为刀具切削部分的刀具。CBN是一种人工合成的超硬材料,具有极高的硬度和耐磨性,被广泛应用于切削加工领域。CBN刀具具有以下主要用途:高硬材料加工:CBN刀具适用于加工高硬度材料,如硬质合金、高速钢、工具钢等。它能够在高速切削中保持刀具的稳定性和耐磨性,实现高效率的切削加工。硬脆材料加工:CBN刀具适用于加工硬脆材料,如陶瓷、玻璃、石英等。它能够实现高精度的切削加工,保持工件的表面质量和尺寸精度。高温合金加工:CBN刀具适用于加工高温合金,如钛合金、镍基合金等。它能够在高温环境下保持刀具的稳定性和切削效率,实现高效率的切削加工。精密加工:CBN刀具适用于精密加工领域,如模具加工、航空航天零部件加工等。它能够实现高精度的切削加工,满足对工件表面质量和尺寸精度要求较高的加工需求。高速切削:CBN刀具适用于高速切削加工,能够实现高速、高效的切削加工。它能够在高速切削中保持刀具的稳定性和切削效率,提高生产效率和产品质量。致力于为客户提供稳定品质的数控刀具。

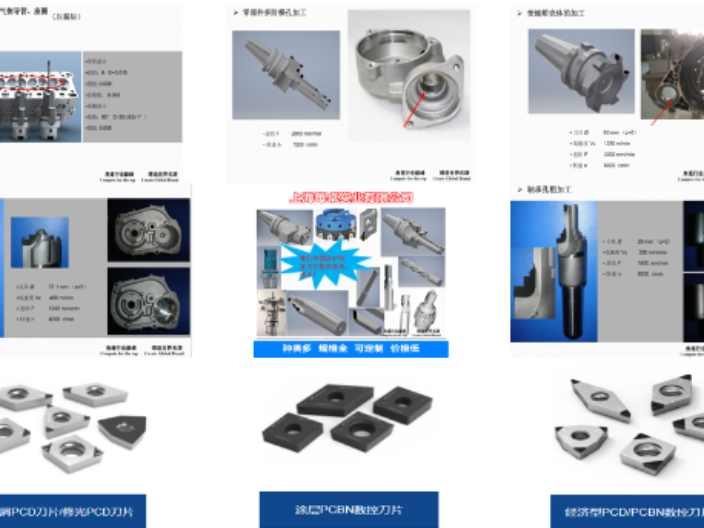
重视非标数控刀具每个细节前进数控刀具精度怎样前进数控刀具精度,细节抉择胜败。需求重视刀具制造的每一个细节,也在刀具制造质量的胜败上起抉择性作用。没有多少用户会不在乎加工刀具的质量。从数控刀具原材料的挑选、预处理以及刀具主要参数的刃磨、热处理与刃口钝化等刃形细节、刀具涂层的挑选、刀具涂前及涂后的处理、怎样检测和包装运送等等,都需求注重到每个细节。细长杆刀具精度的前进,历来是刀具制造中的难点,其主要原因是因为该类刀具的有用部分比较长、制造时刀具刃口离夹持部分比较远。因为刃口离夹持部分太长,加上刀具夹持夹头有必定的夹持精度在开端磨削之前,刀具刃口处的径向圆跳动就有可能已达到0.005mm~0.0mm选用磨削工艺,磨削力较大,使刀具的弹性变形大,加工进程中会发生许多问题,如刀具槽形不对称,刀具外圆尺度、刃部参数、形状过失不符合要求,严峻时乃至导致刀具被折断。机床精度对刀具精度的影响制造任何刀具时,机床的精度都是抉择刀具精度的关键,细长杆状类刀具也不例外。上海每桌实业有限公司,致力于精细刀具订制;公司业务***,同时经营液压夹具、非标刀具、齿轮刀具等多业务;并在业内受拥***好评!汽车零部件非标刀具涡轮壳PCD组合铣刀。日韩数控加工刀具定制
PCD/PCBN 槽加工工具 断面槽 外圆槽 螺纹加工。福建数控加工刀具
硬质合金刀具的制作工艺通常包括以下几个步骤:原料准备:选择合适的钨钴合金原料,通常是将钨粉和碳化钨粉与适量的钴粉混合,按照一定的比例进行混合和研磨,以获得均匀的混合粉末。压制成型:将混合粉末放入模具中,通过压制机进行压制成型。压制过程中,粉末会受到高压力的作用,使其形成一定形状的刀具坯料。精密烧结:将刀具坯料放入高温炉中进行精密烧结处理。烧结温度通常在1300-1500摄氏度之间,烧结时间根据具体要求而定。在烧结过程中,钨钴合金中的钴会熔化并渗透到碳化钨颗粒之间,形成致密的结构。精密加工:经过精密烧结处理后的刀具坯料需要进行精密加工,包括车削、铣削、磨削等工艺。通过这些工艺,可以将刀具坯料加工成具有特定形状和尺寸的刀具。 福建数控加工刀具
上一篇: 浙江硬质合金刀具供应商
下一篇: CNC刀具怎么样