欧美机加工刀具供应商
PCD刀具是指使用聚晶金刚石(PolycrystallineDiamond)作为刀具切削刃的一种刀具。PCD是一种由许多微小金刚石颗粒通过高温高压工艺合成而成的材料,具有极高的硬度和耐磨性。PCD刀具之所以被称为PCD刀具,是因为其刀具切削刃采用了聚晶金刚石材料。聚晶金刚石是由许多微小的金刚石颗粒通过高温高压工艺合成而成的,这些颗粒之间通过金属结合剂连接在一起,形成了一个坚固的刀具切削刃。PCD刀具具有以下特点:高硬度:PCD刀具的硬度比传统的硬质合金刀具高几倍,能够在高速切削中保持刀具的尖锐度和耐磨性。耐磨性:PCD刀具的切削刃具有极高的耐磨性,能够在切削过程中长时间保持刀具的锋利度,减少刀具更换的频率。优异的导热性:PCD刀具具有良好的导热性能,能够迅速将切削过程中产生的热量散发出去,减少刀具的热膨胀和变形。适用范围广:PCD刀具适用于加工各种材料,包括铝合金、铜合金、钛合金、复合材料等,具有***的应用领域。 金刚石刀具摩擦系数小、热膨胀系数低、导热率高,能切下极薄的切屑,切屑容易流出。欧美机加工刀具供应商

数控刀具是一种通过计算机控制的切削工具,广泛应用于机械加工领域。它是数控机床的重要组成部分,能够实现高精度、高效率的切削加工。数控刀具具有以下特点:1.高精度:数控刀具采用先进的数控技术,能够精确控制刀具的运动轨迹和切削参数,从而实现高精度的加工。它能够在不同材料上进行精细加工,如铝合金、钢材等。2.高效率:数控刀具具有快速的切削速度和高效的加工能力,能够大幅提高生产效率。它能够自动化地完成复杂的切削任务,减少人工操作的时间和成本。3.多功能:数控刀具可以根据不同的加工需求进行多种切削操作,如铣削、钻孔、镗削等。它能够实现多种切削方式的自动切换,提高加工的灵活性和多样性。4.节能环保:数控刀具采用先进的节能技术,能够减少能源的消耗和废料的产生。它能够通过优化切削参数和刀具材料的选择,实现节能环保的加工过程。5.自动化控制:数控刀具通过计算机控制系统实现自动化的加工过程。它能够根据预先设定的程序,自动调整刀具的运动轨迹和切削参数,实现高度自动化的加工操作。重庆成型刀具CBN是继人工合成金刚石之后第二种超硬刀具材料,在硬度和热导率方面*次于金刚石,且热稳定性非常好。
PCD是人工合成的,是由许多石烧结在一起的,它选择与使用的方法进行加工。通过基体,当烧结在一起的时候,高的温度和压力下,可以创建一个PCD刀具。生产出的PCD刀具是均匀的,硬度高、耐磨性强。这PCD金刚石层粘结到硬质合金基体和基地允许结合,提供比较大的强度,通常我们会看见比如成型刀类似的刀具。与多晶头相比,硬质合金或陶瓷工具是非常耐磨损的。在某些应用中,PCD刀具寿命可超过硬质合金刀具寿命。在某些应用中,多晶头的工具优势赶不上金刚石刀具。PCD刀具优越性:抗冲击PCD是更耐冲击的天然金刚石,由于其随机取向结构的金刚石颗粒,并通过硬质合金衬底支持。一致性PCD的磨损更是不断,又由于金刚石颗粒的随机取向。天然金刚石是自然界和单晶有软质和硬质颗粒。根据天然钻石形状和工具的制造的,它有时是没有大粒切削刃上的实践。可用性PCD在各种形状和大小的是现成的。大盘直径60毫米,天然金刚石有限什么是自然形成。钻石,即使只有8毫米长的,切削刃是极难发现和非常昂贵的。灵活性PCD是导体。这让我们经常产生复杂的形式工具,开槽工具与我们的电火花线切割机。这样的工具是可能在天然金刚石生产。
金刚石工具主要用于铝、铜、镁及其合金、硬质合金和高耐磨纤维增塑材料、金属基复合材料、木材等非金属材料的车削加工。切削速度、进给速度和深度加工条件取决于工件材料和硬度。主要用于有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金刚石复合板(PDC)的性能和应用接近PCD刀具。由于金刚石颗粒要求有一些残留的粘结金属和石墨,其中粘结金属以聚结或叶脉分布会降低工具的耐磨性和寿命。除此之外,还有溶剂金属残留,溶剂金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具的耐热温度,因此刀具的切削性能不稳定。由于金刚石与低熔点金属及其合金之间具有较高的界面能,因此制备金刚石厚膜刀具的工艺复杂。普通低熔点焊料合金很难浸润金刚石。可焊性极差,难以制成复杂的几何形状刀具,因此无法在高速铣削中使用TDF焊接刀具。由于金刚石涂层工艺除了具有优良的力学性能外,还可以用于高速加工,如铝钛合金航空材料和石墨电极等。金刚石涂层工艺可以制备任何复杂形状的铣刀。CBN刀具可以实现精车代磨,使被加工工件获得较高加工精度和较好表面质量的同时也使生产效率提高。
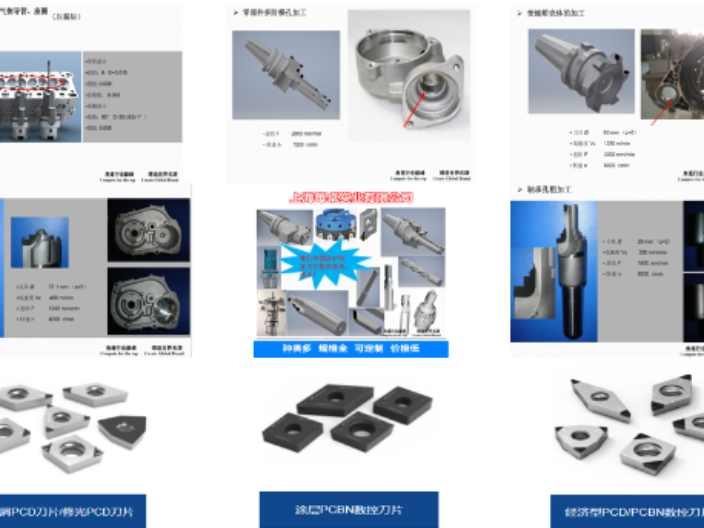
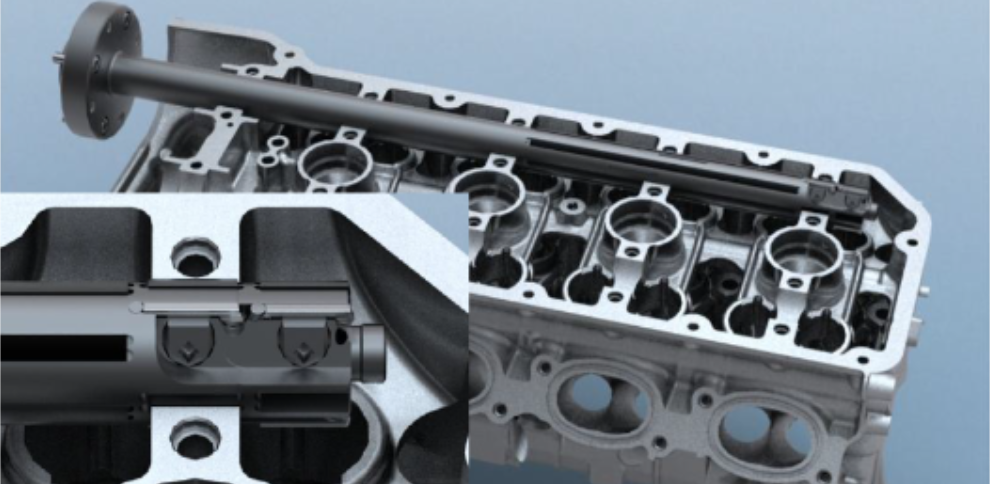
天然金刚石具有硬度高、耐磨损、磨擦系数小、导热性好等优良特性,是制造切削有色金属和非金属材料刀具的理想材料,使用天然单晶PCD刀具对精密超精密零件进行切削,始于50年代末期。后来发展要求加工非球面曲面反射镜,再发展要求加工大型反射镜。要求很高的形状精度和很小的表面粗糙度。目前,天然单晶金刚石刀具的使用已经相当成熟,但是由于其产量低,价格昂贵,加上人造金刚石的出现,天然单晶金刚石刀具在精密加工领域的使用量的增加趋势有所减弱,几种人造金刚石以其良好的性能价格比和逐步成熟的使用技术,已经逐步占领了要求相对较低的精密加工市场。金刚石优异性能决定了它在机加工中的广泛应用。加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的金刚石刀具可防止金属与刀具粘结在一起。由于金刚石的弹性模量大,在切削时刃部变形小,对所切削的有色金属挤压变形小,使切削过程在小变形下完成,可以提高切削的表面质量。加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时。汽车零部件非标刀具排气管根部组合铣刀。天津车床刀具
PCD/PCBN 槽加工工具 断面槽 外圆槽 螺纹加工。欧美机加工刀具供应商
铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确欧美机加工刀具供应商
上一篇: 常州转向节刀具非标刀具厂家
下一篇: 山西刀片式弧齿刀齿轮刀具