宁波CNC刀具
数控刀具是一种通过计算机控制的切削工具,广泛应用于机械加工领域。它是数控机床的重要组成部分,能够实现高精度、高效率的切削加工。数控刀具具有以下特点:1.高精度:数控刀具采用先进的数控技术,能够精确控制刀具的运动轨迹和切削参数,从而实现高精度的加工。它能够在不同材料上进行精细加工,如铝合金、钢材等。2.高效率:数控刀具具有快速的切削速度和高效的加工能力,能够大幅提高生产效率。它能够自动化地完成复杂的切削任务,减少人工操作的时间和成本。3.多功能:数控刀具可以根据不同的加工需求进行多种切削操作,如铣削、钻孔、镗削等。它能够实现多种切削方式的自动切换,提高加工的灵活性和多样性。4.节能环保:数控刀具采用先进的节能技术,能够减少能源的消耗和废料的产生。它能够通过优化切削参数和刀具材料的选择,实现节能环保的加工过程。5.自动化控制:数控刀具通过计算机控制系统实现自动化的加工过程。它能够根据预先设定的程序,自动调整刀具的运动轨迹和切削参数,实现高度自动化的加工操作。CBN刀具可以实现精车代磨,使被加工工件获得较高加工精度和较好表面质量的同时也使生产效率提高。宁波CNC刀具
超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。欧美加工中心刀具多晶金刚石(PCD)和多晶立方氮化硼(PCBN)刀具虽然其成本较高,但是这种刀具能成为提高生产率的比较好工具。
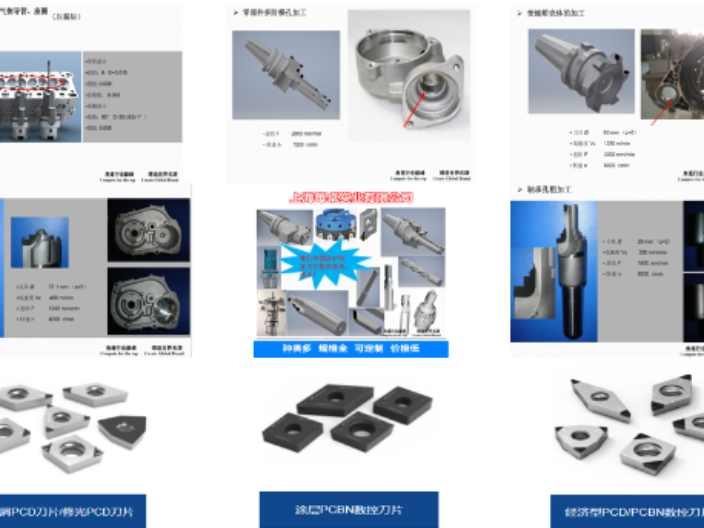
天然金刚石具有硬度高、耐磨损、磨擦系数小、导热性好等优良特性,是制造切削有色金属和非金属材料刀具的理想材料,使用天然单晶PCD刀具对精密超精密零件进行切削,始于50年代末期。后来发展要求加工非球面曲面反射镜,再发展要求加工大型反射镜。要求很高的形状精度和很小的表面粗糙度。目前,天然单晶金刚石刀具的使用已经相当成熟,但是由于其产量低,价格昂贵,加上人造金刚石的出现,天然单晶金刚石刀具在精密加工领域的使用量的增加趋势有所减弱,几种人造金刚石以其良好的性能价格比和逐步成熟的使用技术,已经逐步占领了要求相对较低的精密加工市场。金刚石优异性能决定了它在机加工中的广泛应用。加工难加工的有色金属在加工铜、锌、铝等有色金属及其合金时,这些材料粘附刀具,不宜加工。利用金刚石的摩擦系数低、与有色金属亲和力小而制成的金刚石刀具可防止金属与刀具粘结在一起。由于金刚石的弹性模量大,在切削时刃部变形小,对所切削的有色金属挤压变形小,使切削过程在小变形下完成,可以提高切削的表面质量。加工难加工的非金属材料加工含有大量高硬度质点的难加工非金属材料,如玻璃纤维增强塑料、填硅材料、硬质碳纤维/环氧树脂复合材料时。
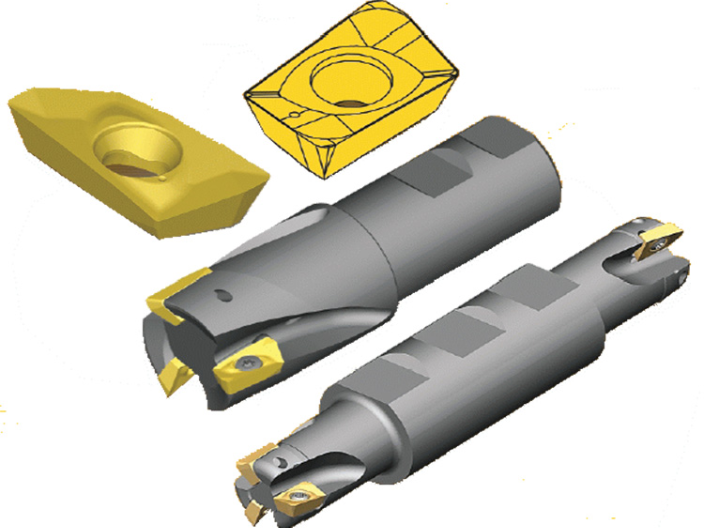
刀具分右手刀及左手刀,因此选择正确的刀具非常重要。通常,右手刀具适合于逆时针旋转(CCW)的机床(沿主轴方向看);左手刀具适合于顺时针旋转(CW)的机床。如果你有几台车床,一些夹持左手刀具,其他的左右手兼容,那么请选择左手刀具。而对于铣削而言,人们通常倾向于选择通用性更强的刀具。但是尽管此类刀具涵盖的加工范围更大,也令你即刻损失了刀具的刚性,增大了刀具挠曲变形,降低了切削参数,同时更容易引起加工振动。另外,机床更换刀具的机械手对刀具的尺寸及重量也有所限制。若你购买的是主轴带内冷却通孔的机床,也请选择带内冷却通孔的刀具。根据制造发展的需要,多功能复合刀具、高速高效的非标刀具即将成为主流。

薄膜涂层刀具(1)薄膜涂层刀具是在刚性及高温特性好的集体材料上通过化学气相沉积法(CVD)沉积金刚石薄膜制成的刀具。由于SiN4系陶瓷、WC+Co系硬质合金以及金属W的热膨胀系与金刚石接近,制膜时产生的热应力小,因此可作为刀体的基体材料。WC+Co系硬质合金中,粘结相Co的存在易使金刚石薄膜与基体之间形成石墨而降低附着强度,在沉积前需进行预处理以消除Co的影响(一般通过酸腐蚀去Co)。(2)化学气相沉积法是采用一定的方法把含有C源的气体***,在极低的气体压强下,使碳原子在一定区域沉积下来,碳原子在凝聚、沉积过程中形成金刚石相。目前用于沉积金刚石的CVD法主要包括:微波、热灯丝、直流电弧喷射法等。(3)金刚石薄膜的优点是可应用于各种几何形状复杂的刀具,如带有切屑的刀片、端铣刀、铰刀及钻头;可以用来切削许多非金属材料,切削时切削力小、变形小、工作平稳、磨损慢、工件不易变形,适用于工件材质好、公差小的精加工。主要缺点是金刚石薄膜与基体的粘接力较差,金刚石薄膜刀具不具有重磨性。非标刀具大部分都是根据客户提供的图纸,或者样品等规格定制的,使非标刀具能达到适合自身机械的硬度。上海车床刀具加工
CBN是继人工合成金刚石之后第二种超硬刀具材料,在硬度和热导率方面*次于金刚石,且热稳定性非常好。宁波CNC刀具
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。宁波CNC刀具