苏州砂轮杆液压夹具加工
液压夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具。传统的机械夹具在人力使用方面需要更多的花费,而液压夹具相对传统的机械夹具优势多多。苏州砂轮杆液压夹具加工
液压螺母是一种先进的螺栓安装办法,特别适用于狭窄空间和重负荷振荡机械紧固。液压螺母的工作原理是使用液压油缸直接对螺栓施加外力,使被施加力的螺栓在其弹性变形区内被拉长,螺栓拉长后旋紧液压螺母上的锁圈,这样螺栓就会被锁圈锁止在拉长的方位上。液压缸位于螺栓中轴线的方位,用于对螺栓进行轴向拉伸,实现螺栓需要的拉伸量。而正是螺栓的这种拉伸量决议了螺栓紧固所需的夹紧力。当液压螺母被加压后,螺栓遭到拉伸,同时液压螺母和结合面紧贴。从而将螺栓的轴向形变锁住,也就是将剩下螺栓载荷锁在螺母里。很多连接面之间都配有密封垫。密封垫只有在连接面被压紧时才起作用,因而连接面始终保持被夹紧的状况就显得尤其重要了。对螺栓施加的载荷与液压缸中的油压成正比联系,这样的规划能够非常精确地留住有效载荷。由于载荷直接施加在螺栓上,且所有作用力都用于螺栓拉长,因而载荷产生所需的空间能够到达**小。安徽磨床砂轮杆液压夹具联系方式在选用液压夹具时,通常需要考虑产品的生产批量,生产效率,质量保证及经济性。
常用夹具种类:1.组合夹具-适合于小批量生产或研制时的中小型工件在数控加工中心上进行铣削加工 2.铣削夹具-这是特别为某一项或类似的几项工件设计制造的夹具,一般在年产量较大或研制时非要不可时采用。 3.多工位夹具-可以同时装夹多个工件,可减少换刀次数,也便于一面加工,一面装卸工件,有利于缩短辅助时间,提高生产率,较适宜于中批量生产。4.气动或液压夹具-适用于生产批量较大,采用其他夹具又特别费工,费力的工件,能减轻工人劳动强度和提高生产率,但此类夹具结构较复杂,造价往往较高,而且制造周期较长。5.通用铣削夹具-一次安装工件,同时可从四面加工坯料。
检验夹具检验夹具是检验工件及装配件的尺寸大小和形状等参数时,用来夹持或安装被测工件(或装配件),便于进行检测的一种装置。3、装配夹具装配夹具只完成工件的定位、夹紧和点固工作,它必须保证装配出来的部件能符合图纸上和焊接工艺上所要求的形状和尺寸(包括收缩余量和反变形量)。与焊接用的夹具相比,它对定位要求严格,夹紧的任务也是为了使工件与定位器能良好接触,而不要求控制焊接变形。一般不需要设计成能翻转或回转工件的结构。液压夹具具有夹紧力大,夹紧可靠,工作平稳。

卡盘是机床之上用来夹紧紧工件的机械装置。利用皆布于卡盘体之上的活动卡爪的径向移动,将工件夹紧与定位的机床附件。卡盘通常改由卡盘体、活动卡爪与卡爪驱动机构3部分组成。卡盘一般安装于车床、外圆磨床与内圆磨床之上使用,亦可和各种分度装置配合,用于铣床与钻床之上。说到卡盘,接触为余的便是传统车床(例如CA6140)之上的手动三爪定心卡盘。先行看一下它的机械结构。手动三爪定心卡盘结构原理:用伏打扳手旋转锥齿轮,锥齿轮带动平面矩形螺纹,接着带动三爪向心运动,由于卡盘平面矩形螺纹的螺距相等,因此三爪运动距离相等,有自动定心的作用。除此之外三爪可以拆卸反装来夹持比较小的棒料。其定心精度取决于卡盘自身精度与夹爪磨损量,一般我们可以透过添加垫片调整其定心精度。常用卡盘的分类:自卡盘爪数之上可以分为:两爪卡盘,三爪卡盘,四爪卡盘,六爪卡盘与特定卡盘。自使用动力之上可以分为:手动卡盘,气动卡盘,液压卡盘,电动卡盘与机械卡盘。自结构之上可以分为:中空卡盘与中实卡盘。于数控机床之上我们使用为余的便是液压卡盘,上面试点介绍数控机床中液压卡盘的结构分类,工作原理。液压夹具系重要特点是可实现非常高的定位精度。关键在于夹紧力在定位和夹紧过程中保持恒定不变。组合液压夹具品牌排行榜
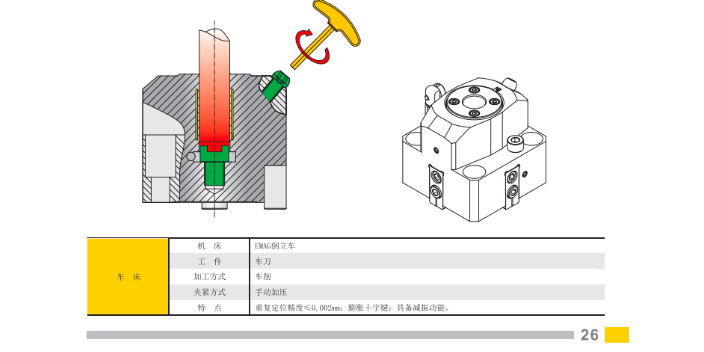
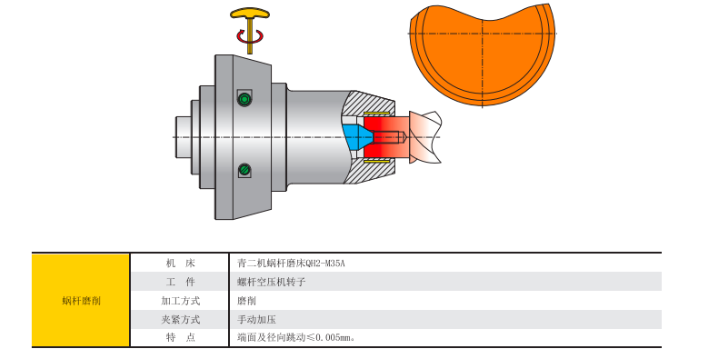
液压夹具能保证工件在规定的位置上准确的定位和牢固的夹紧,并能通过浮动支撑减少加工中的振动和变形。苏州砂轮杆液压夹具加工
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试苏州砂轮杆液压夹具加工
上一篇: 常州行星齿轮铣刀齿轮刀具厂家
下一篇: 北京同步齿轮刀具