北京双面铣刀非标刀具
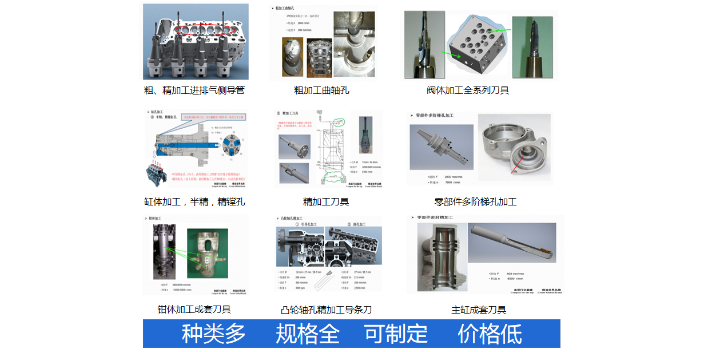
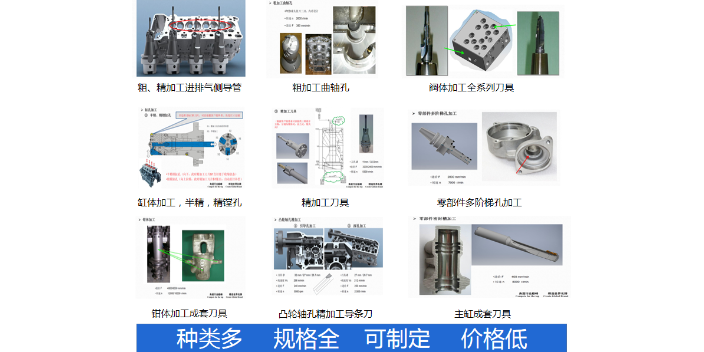
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、整体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的材料也有一定的要求的。非标刀具常常是提高加工精度、减少加工工序、降低产品废品率的苦口良药。北京双面铣刀非标刀具

热装刀柄利用刀柄与刀具的热膨胀系数之差,来强力夹紧并有效操控刀具跳动,与弹簧夹头以及液胀刀柄相比,热缩刀柄动平衡和刚性都较好,标准化的操作运用成本低,在如今的高速加工中运用***。热装机是配合其运用的工具,但是很多人对它了解不多。刀柄热缩机有人也叫刀柄热胀仪,首要与热缩刀柄一同运用,经过加热刀柄增大刀柄孔径装入刀具,当刀柄冷却后,刀具就被夹持的原理,实现快速更换装刀。热缩机针对不同类型的热缩刀柄预设了对应的热缩参数。对刀柄进行加热时分,直接经过按键选择即可,无需自己输入。对一起能够选用新式的风冷设备和FKS04S水冷设备,加热后的刀柄进行冷却,满意不同的刀柄冷却需求。所以热缩机能够持续的进行能量输出,防止因为能量输入不受操控、过快地施加过多能量,导致刀架退火。也防止了不受操控的能量输入形成刀柄过热,刀柄的结构发生变化,导致刀柄后续加热过程将花费更长的时刻,乃至形成刀柄损坏,无法持续运用的情况。一起因为热缩机能够设置固定的参数,所以细长的刀柄也能够在安全的情况下毫无问题地收缩,不会忧虑过热。湖北双面铣刀非标刀具汽车零部件非标刀具转向器壳体PCD钻铰刀。
使用高速钢钻头时,如果对切削刃部(顶角,横刃,前角,后角等)不作任何刃磨就使用,或者无目的、无要求的妄磨,这是不合理的使用。要物尽其用,必须按被加工材料的不同性质,对钻头进行不同的刃磨,这样才能使钻头真正发挥应有的效能。钻头刃磨前必须了解钻头的结构和被加工材料的特性以及两者之间的矛盾,了解在钻孔中所产生的问题,这样才能有针对性地进行刃磨,解决问题。一、加工不同材料时所产生的问题和解决方法1.铸铁一硬度低(一般为175-250HB),强度低,脆性大,塑性变形小,导热率较低,组织较松,切屑成粉碎状,钻头的磨损几乎全在后面上,外圆转角处磨损***大,阻碍了刀具寿命和生产效率的提高。对于以上问题可采取下列办法:a.钻头采用双重顶角外缘转角处易磨损,那么就干脆先磨去而形成双顶角,这样可将钻头寿命提高1~2倍。b.适当加大后角。外刃后角采用13°~16°以减少摩擦,提高钻头寿命。c.钻削时要加大进给量,并适当降低切削速度,而不宜采用高转速小进给量。d.如果采用冷却液,切不可断续使用,同时流量要适当,否则,量少和断续将造成孔的局部硬化,而且粉末状切屑研磨刃口也会加快钻头磨损
热装刀柄是运用金属材料热胀冷缩的原理,用热感应设备(热装机,热缩机)使刀柄的夹持部分在短时间内加热,刀柄内径随之扩张,此时把刀具装入刀柄内,刀柄冷却收缩时,即可赋予刀具夹持面均匀的压力,然后发生很高的径向夹紧力,将东西牢牢夹持住。拆开刀具进程,与装夹刀具基本共同,先运用热装机将装夹刀具的刀柄加热,刀柄内径扩张,取出刀具。热装刀柄特点:归纳精度高,4倍径处跳动≤0.003mm。动平衡好,低风阻,习惯高速回转。结构紧凑,整体刚性高,合适深腔加工。夹头和刀具之间没有其他前言,抗污能力强。热装刀柄可解决高速精加工中极为重要的平衡、振摆精度及夹紧强度等问题。非标刀具非标组合镗刀,一次可完成多个孔的粗精加工,以及倒角等。
为什么要强调分离的非标生产制造部?因为多数非标刀具生产厂家还生产标准刀具,混线生产的好处是很大程度的提高设备使用率,忙时生产标准刀具,闲时加工非标刀具,生产安排妥协的后果就是非标刀具的交付时间较延长。因此,只有分离的非标生产制造部才能实现非标刀具超快捷。非标刀具只是相对市场上的标准刀具而言,对于刀具供应商来说,只有实现非标刀具的标准化生产流程,才能充分保证非标刀具质量的持续性和稳定性。毕竟,在刀具用户的眼中,刀具质量和稳定性和交货期同样重要。汽车零部件非标刀具发动机缸盖气门座铰刀。扬州制动钳刀具非标刀具厂家
非标刀具大部分都是根据客户提供的图纸,或者样品等规格定制的,使非标刀具能达到适合自身机械的硬度。北京双面铣刀非标刀具
合金钻头一般是指硬质合金钻头,分整体式,焊接式,可转位刀片式和可换头式。硬质合金的主要成分是碳化钨,钴等,硬度比较高一般都在HRC90度以上,在批量加工以及难硬加工的场合比较适用。整体合金钻头现在市场上的合金钻头普遍为钨钢材质的整体钻头,虽然材质相同,但由于加工工艺的原因,各个品牌的产品质量相差悬殊。进口和国产的合金钻头也差别很大。进口的合金钻头一般采用VHM微晶粒硬合金(ISOK40),超细颗粒类型(0.6µm)在高性能钻头和普通铣床的应用中,将硬度和韧性理想地结合在一起。合金钻头表面会采取涂层处理,如氮化铝铬(AlCrN)涂层,该涂层为单层涂层,厚度4μm,微硬度达3200HV,0.35的摩擦系数,热稳定性达1100摄氏度。涂层后钻头颜色呈蓝灰色。涂层后合金钻头能加工低合金钢、**度钢。高硬钢能达54HRC。北京双面铣刀非标刀具
上一篇: 上海镶片式滚刀液压夹具
下一篇: 可转位拉刀齿轮刀具定制