福建液胀芯轴液压夹具
液压夹具是加工时用来迅速紧固工件,使机床、刀具、工件保持正确相对位置的工艺装置。也就是说Workholding工装夹具是机械加工不可缺少的部件,在机床技术向高速、高效、精密、复合、智能、环保方向发展的带动下,夹具技术正朝着高精、高效、模块、组合、通用、经济方向发展。夹具又称卡具。从广义上说,在工艺过程中的任何工序,用来迅速、方便、安全地安装工件的装置,都可称为夹具。例如焊接夹具、检验夹具、装配夹具、机床夹具等。其中机床夹具为常见,常简称为夹具。液压夹具缩小了生产循环周期,提高了机床使用效率。从而增加了产量也就意味着降低了成本。福建液胀芯轴液压夹具
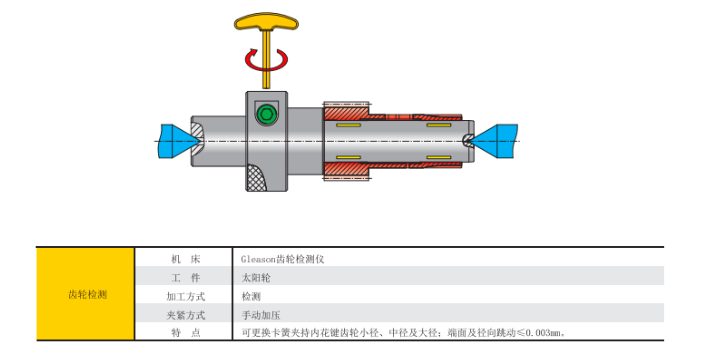
液压夹具设计的基本要求(1)、工装夹具应具备足够的强度和刚度。夹具在生产中投入使用时要承受多种力度的作用,所以工装夹具应具备足够的强度和刚度。(2)、夹紧的可靠性。夹紧时不能破坏工件的定位位置和保证产品形状、尺寸符合图样要求。既不能允许工件松动滑移,又不使工件的拘束度过大而产生较大的拘束应力。(3)、焊接操作的灵活性。使用夹具生产应保证足够的装焊空间,使操作人员有良好的视野和操作环境,使焊接生产的全过程处于稳定的工作状态。福建液胀芯轴液压夹具花键卡簧主要用于带内、外花键的工件变径夹持,定位夹持部位可以为花键大径、节圆、小径。

一种用于盘式制动器缸体加工的楔形夹紧液压夹具,其特征在于:包括底座,底座顶部设有在竖直方向上对工件对应表面限位支撑的垫块,底座上于所述垫块的四周设有用于在水平方向上对工件侧面限位夹紧的水平夹持部件,水平夹持部件由沿横向、纵向相对间隔设置的成对的限位挡块与活动夹紧装置构成,各限位挡块固定在底座上,各活动夹紧装置包括驱动油缸和驱动油缸的活塞杆上传动连接的与对应的限位挡块相对设置的定位部分,活动夹紧装置中的其中至少一个为楔形活动夹紧装置,楔形活动夹紧装置的定位部分由竖向伸缩的夹紧油缸驱动的楔形块构成,楔形活动夹紧装置还包括与楔形块并列设置的固定在底座上的楔形夹紧支座,楔形夹紧支座和楔形块的相对面上具有滑动配合的、用于对楔形块施加朝向限位挡块方向的侧向力的楔形面,楔形块与相对应的限位挡块的相对面上具有用于夹紧工件的定位面。
卡盘的卡爪在加工工件的时候,如果出现了夹不紧工件的情况,被加工的工件的精度就达不到要求,影响生产。以下就卡爪夹不紧工件的故障原因进行分析,同时提出解决方案。原因一:卡爪的夹持面不符合加工需要的要求;处理措施:将卡爪重新修爪,重新加工到符合要求。原因二:加工的工件轴向夹持的有效尺寸短;处理措施:增加夹持的长度。原因三:提供的压力不足;处理措施:增大输入压力。原因四:卡爪的润滑程度不够;处理措施:给卡爪加注润滑油。原因五:液压油缸泄压处理措施:更换新油缸尝试手动加压的液压夹具强烈建议使用扭力扳手并按推荐扭力值进行加压。
使用液压夹具的优势之一能节省夹紧和松卸工件的所需时间。传统的机械夹具尤其是用扳手旋拧螺母和移动压板的时候是比较费力的。然而,液压夹具需要通过控制油路的通断,就可实现夹具的完整的顺序动作控制。液压夹具系统的第二个优势是可实现比较精细的定位。定位精度的关键在于在定位和夹具过程中夹具力比较稳定,所以流水作业中,同一批加工件的加工质量保持一致,降低因为用力过度造成的工件变形问题,产品报废率降低。成批零部件可以互相替换使用。液压夹具系统的第三个优势在针对无法设定刚性支撑或加工薄壁零件时,液压辅助支撑是比较不错选择。它可以在任意的位置对工件产生支撑力,起到辅助定位的作用,解决定位不准的问题。液压夹具比较适合加工零件摆放紧凑和采用手动夹紧空间受限的场合。液压夹具能保证工件在一定的位置上保持准确的定位和夹紧力度。普陀区AKIZ液压夹具
液压夹具卡盘是机床之上用来夹紧工件的机械装置。福建液胀芯轴液压夹具
检验夹具检验夹具是检验工件及装配件的尺寸大小和形状等参数时,用来夹持或安装被测工件(或装配件),便于进行检测的一种装置。3、装配夹具装配夹具只完成工件的定位、夹紧和点固工作,它必须保证装配出来的部件能符合图纸上和焊接工艺上所要求的形状和尺寸(包括收缩余量和反变形量)。与焊接用的夹具相比,它对定位要求严格,夹紧的任务也是为了使工件与定位器能良好接触,而不要求控制焊接变形。一般不需要设计成能翻转或回转工件的结构。福建液胀芯轴液压夹具
上一篇: 宿迁汽车零部件刀具非标刀具
下一篇: 上海非标钻削刀具非标刀具