中山UF03钨钢多少一公斤
钨钢刀具是一种常用的刀具材料,具有较高的硬度和耐磨性。为了延长钨钢刀具的使用寿命,以下是一些正确使用和保养钨钢刀具的技巧:1.使用正确的切削参数:根据不同的切削任务,选择适当的切削速度、进给速度和切削深度。过高的切削速度和进给速度会导致刀具过热和磨损加剧。2.避免过度负荷:在使用钨钢刀具时,避免过度负荷和过度挤压刀具。过度负荷会导致刀具变形和磨损加剧。3.使用合适的冷却液:在切削过程中,使用适当的冷却液来冷却刀具和切削区域。冷却液可以降低刀具温度,减少磨损和延长刀具寿命。4.定期清洁和润滑:在使用完钨钢刀具后,及时清洁刀具表面的切屑和油污,并进行适当的润滑。清洁和润滑可以防止刀具生锈和腐蚀。5.定期检查和磨削:定期检查钨钢刀具的磨损情况,及时进行磨削或更换。磨损严重的刀具会影响切削质量和效率。6.储存注意事项:在储存钨钢刀具时,应放置在干燥、清洁的环境中,避免与其他硬物接触和碰撞。通过正确的使用和保养,可以延长钨钢刀具的使用寿命,提高切削效率和质量。钨钢刀具可以用于制造精密仪器和电子设备。中山UF03钨钢多少一公斤
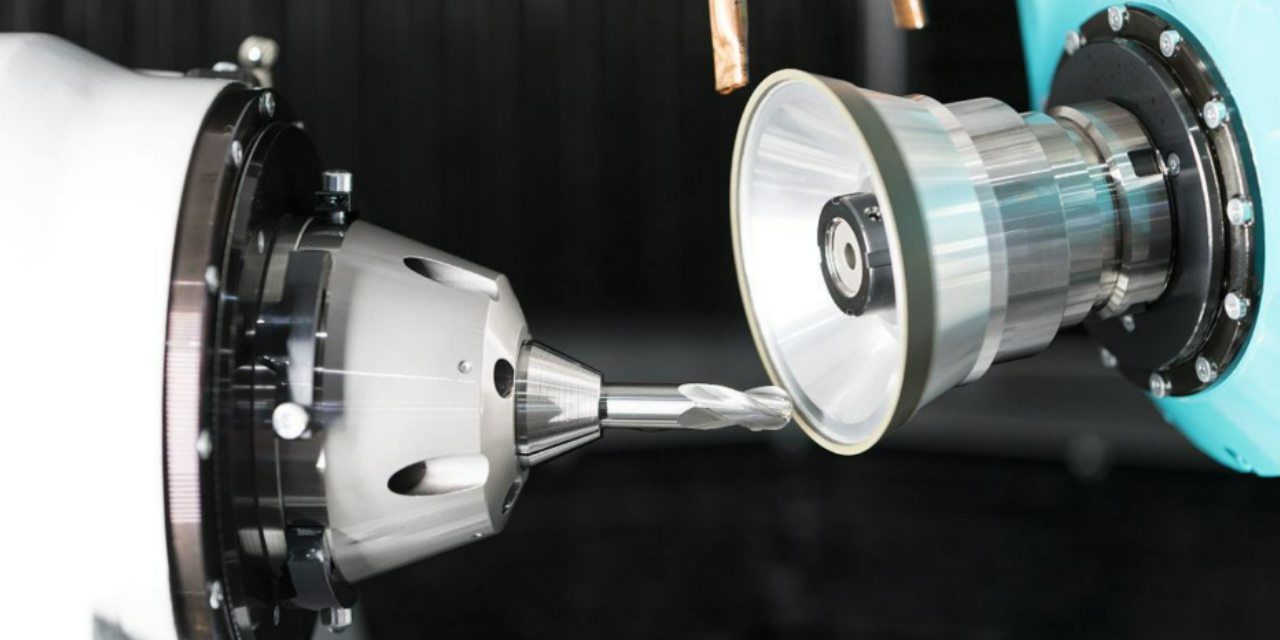
钨钢刀具
如何测定钨钢刀具的硬度呢?测定钨钢刀具的硬度可以使用硬度试验机。以下是一种可能的方法:选择合适的硬度测试方法。钨钢的硬度测试通常使用洛氏硬度(HR)或维氏硬度(HV)。这两种方法都可以用来测量硬质合金的硬度。使用硬度试验机进行测试。将钨钢刀具固定在试验机上,确保其不会在测试过程中移动。然后,使用专有的硬度测试压头在刀具的不同部位进行测试,以确保结果的代表性。解读结果。硬度试验机会给出硬度值。洛氏硬度值的范围在HRB(较软)到HRC(较硬)之间,而维氏硬度值的范围在HV200(较软)到HV3000(较硬)之间。请注意,每种材料的硬度都会因成分、热处理和其它工艺参数而有所不同。因此,测得的硬度值应与该材料的相关标准或已知的硬度范围进行比较,以确定其性能。东莞加工不锈钢钨钢镗刀钨钢刀具可以用于制造纺织机械和纺织品。

如何检查钨钢刀具的磨损程度呢?钨钢刀具是一种硬而耐用的刀具,通常用于高要求的加工任务。为了确保刀具的效能和安全性,定期检查其磨损程度是至关重要的。以下是检查钨钢刀具磨损程度的一些步骤:1.目视检查:首先,可以通过目视检查刀具的切削刃。如果切削刃出现任何不规则的磨损、缺口或毛边,这表明刀具已经磨损。2.使用测量工具:使用测量工具,如千分尺或深度规,可以精确地测量刀具切削刃的深度和宽度。与刀具原始尺寸进行比较,可以确定其磨损程度。3.检查刀具的锐利度:钨钢刀具的锐利度会随着磨损而降低。使用感觉较钝的刀具可能会导致切削力降低,加工表面粗糙。使用单手或双手在材料上轻轻滑过,感觉刀具的锐利度。4.检查刀具的振动:当钨钢刀具磨损严重时,其在切削过程中可能会产生较大的振动。这种振动可能会导致工件表面粗糙,甚至影响机床的精度。总之,为了确保钨钢刀具处于良好的工作状态,定期检查其磨损程度是非常重要的。通过适当的检查和维护,可以确保刀具的效能和安全性,从而延长其使用寿命。
钨钢刀具的切削参数和加工效率的优化需要考虑哪几个方面呢?1.切削速度:钨钢刀具的切削速度应该根据材料的硬度、切削深度和切削宽度等因素来确定。一般来说,切削速度越高,加工效率越高,但是过高的切削速度会导致刀具磨损加剧,影响切削质量和刀具寿命。2.进给量:进给量是指每刀切削时刀具在工件上移动的距离。进给量的大小直接影响加工效率和切削质量。进给量过大会导致切削力增大,刀具磨损加剧,进给量过小则会影响加工效率。3.切削深度:切削深度是指刀具在工件上切削的深度。切削深度的大小直接影响加工效率和切削质量。切削深度过大会导致刀具磨损加剧,切削质量下降,切削深度过小则会影响加工效率。4.切削液:切削液可以降低切削温度,减少切削力,延长刀具寿命,提高加工效率和切削质量。综上所述,钨钢刀具的切削参数和加工效率的优化需要根据具体情况进行综合考虑和调整,以达到更佳的加工效果和经济效益。钨钢刀具可以用于制造建筑和土木工程设备。
钨钢刀具常用的涂层有哪些呢?1、氮化钛涂层(TiN):baiTiN是一种通用型的PVD涂层,不但可以提高刀具硬度,还会有较高的氧化温度。该涂层用于高速钢切削刀具有着不错的加工效果。2、氮铝钛和氮钛铝涂层(TiAlN/AlTiN):氮铝钛和氮钛铝涂层中形成的一层氧化铝可以提高刀具在高温加工的寿命。可用于干式或半干式切削加工的涂层。涂层中所含铝和钛的比例不同,氮钛铝涂层比氮铝钛涂层有着更高的硬度,它是高速加工领域一个不错的涂层选择。钨钢刀具的刀刃锋利,可以获得精确的切割效果。江苏国内钨钢刀具采购
钨钢刀具的耐磨性使其具有较长的使用寿命。中山UF03钨钢多少一公斤
5轴联动加工能做什么呢?5轴加工中心的真正价值在于它可以实施使X、Y、Z三个轴和A、C两个旋转轴同步、同时边控制边使之运动的“5轴联动加工”。这要求加工机和CAM必须支持5轴联动加工,且加工数据的创建也极其困难。工作台和主轴都是动态移动的,所以如果设置中稍有疏忽,主轴和工作台就会立即发生碰撞。它需要固定5轴加工所不具备的先进技术。我想日本也很少有能够熟练使用同时5轴加工的加工企业。本文无法展现其运动,但请在互联网上观看“5轴联动加工”的视频等。在固定5轴加工中,需要使工作台以某个斜度停住进行加工,然后使工作台以下一个斜度停住进行加工,如此逐个固定工作台的斜度。虽然像叶轮那样的复杂形状也可以通过多次改变斜度来加工,但可以想象这将需要花费多大的人力。相对于此,在5轴联动加工中,能够使工作台与主轴运动同步,同时使工作台连续倾斜进行加工。只要有立铣刀进入的间隙,就可以巧妙地避开工件,在不停止工作台的情况下进行连续加工。中山UF03钨钢多少一公斤
上一篇: 深圳铝用6061钨钢切刀刀片型号价格
下一篇: 株洲yl10.2钨钢是什么材质