杭州模具电火花厂家
机床特性·机床主轴采用各种线性滑轨,行程流畅。·XY滑轨采用V型与平面设计,并使用TURCITE-B耐磨片于重压下。滑动轻巧、精度特佳。·XY轴均采用滚珠螺杆,传动轻巧,使用方便。·主轴管为高级合金钢,精度加工,确保加工精度。主要用途电火花成型机机床主要用途和适用范围该设备主要用于对各类模具、精密零部件制造等各种导电体的复杂型腔和曲面形体加工。具有加工精度高,光洁度高、速度快等特点。电火花成型机机床外观设计美观大方,结构设计合理紧凑,机械结构坚固结实。机床在结构特性,具有极强的实用性功能。宁波宇驰机电科技有限公司致力于提供 电火花,价格实惠,欢迎您的来电!杭州模具电火花厂家
(2)介质热分解、电极材料熔化、汽化热膨胀极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变成热能。于是在通道内正极和负极表面分别成为瞬间热源,达到较高的温度。通道高温将工作液介质汽化,进而热裂分解汽化。这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有爆发的特性。观察电火花加工过程,可以看到放电间隙间冒出气泡,工作液逐渐变黑,并听到轻微而清脆的爆发声。电火花加工主要靠热膨胀和局部微爆发,使熔化、汽化了的电极材料抛出蚀除。宿迁成型机电火花批发宁波宇驰机电科技有限公司为您提供 电火花服务,价格实惠,有需求可以来电咨询!
电控箱特性:·加工效率高超细面加工,简单易懂的操作面板,简单的操作步骤,机械状态一目了然。·可做深孔加工,钨钢,石墨加工,超微消耗,可作大面积细加工。·采用MOS-FET电路设计,效率高,采用工业用DC,SERVODRIVER控制,有过电流、过速度、超负载,短路保护。·防积碳自动调整及自动排渣功能。·全自动放电加工条件选择。·高速加工效率提高20%,电极消耗比在次期间0.1%以下。超细加工电路比传统放电加工机之细加工快约20%。·2段伺服进给速度,深孔加工性能优异。·三轴光学尺监视功能,确保移位精度。·高灵敏红外线检测防火系统兼具自动切断电源功能。·标准化PC板维护简易,有助于售后服务功能。
4)极间介质的消电离随着脉冲电压的结束,脉冲电流也迅速降为零,但此后仍应有一段间隔时间,使间隙介质消电离,即放电通道中的带电粒子复合为中性粒子,恢复本次放电通道处介质的绝缘强度,以及降低电极表面温度等,以免下次总是重复在同一地方发生放电而导致电弧放电,从而保证在两极间近处或电阻率小处形成下一次击穿放电通道。由此可见,为了保证电火花加工过程正常地进行,在两次脉冲放电之间一般要有足够的脉冲间隔时间。此外,还应留有余地,使击穿、放电点分散、转移,否则在一点附近放电,易形成电弧。宁波宇驰机电科技有限公司致力于提供 电火花,欢迎您的来电哦!

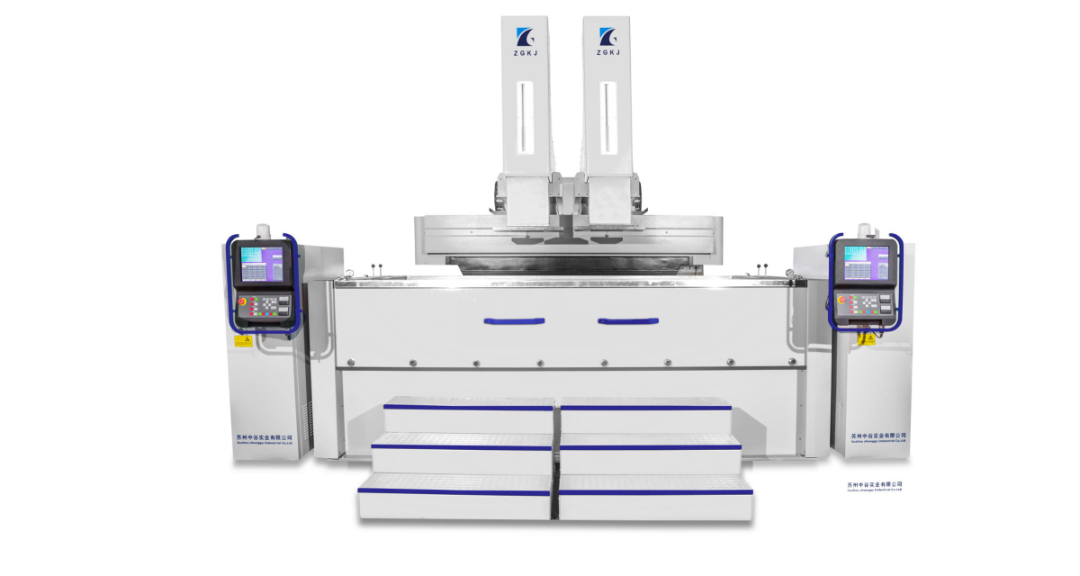
1:CNC电火花成型机三轴或三轴以上的数控电火花成型机;其每个轴皆能实现放电加工,也可实现多轴连动放电加工;2:ZNC电火花成型机只有Z轴可实现放电加工;X轴及Y轴手动控制,3:特种电火花成型机用于特殊加工的电火花成型机;如轮胎模具电火花成型机﹑鞋模电火花成型机等等;双头机电火花成型机-双机头火花机结构机床,双系统,生产效率提高两倍以上;-大型双头机火花机同时加工同一模具或分别加工多个模具等多样化的放电方式,可使效率化;-电火花因机头滑枕部分采用性的BOX型结构,加工大重型工件时保持高精密度;-电火花机床石墨放电加工高效率效果在同行业里,具优势,同等条件下,效率是其2倍以上;-高效率,高精度,低损耗的优越性能已达到国际同类产品的先进水平优势,是国内火花机的选择机床;电火花,就选宁波宇驰机电科技有限公司,让您满意,欢迎新老客户来电!嘉兴产品电火花代理商
数控电火花加工在汽车制造中也得到了普遍应用。杭州模具电火花厂家
(1)极间介质的电离、击穿及放电通道的形成当脉冲电压施加于工具电极与工件两者之间时,两极之间即刻形成一个电场。电场强度与电压成正比,与距离成反比,随着极间电压的升高或是极间距离的减小,极间电场强度也将随着增大。由于工具电极和工件的微观表面是凸凹不平的,极间距离又很小,因而极间电场强度是非常不均匀的,两极间离得近的突出点或处的电场强度一般为。当电场强度增大到一定数量时,介质被击穿,放电间隙电阻从绝缘状态迅速降低到几分之一欧姆,间隙电流迅速上升到值。由于通道直径很小,所以通道中的电流密度很高。间隙电压则由击穿电压迅速下降到火花维持电压(一般约为20~30V),电流则由0上升到某一峰值电流。(2)介质热分解、电极材料熔化、汽化热膨胀极间介质一旦被电离、击穿,形成放电通道后,脉冲电源使通道间的电子高速奔向正极,正离子奔向负极。电能变成动能,动能通过碰撞又转变成热能。于是在通道内正极和负极表面分别成为瞬间热源,达到较高的温度。通道高温将工作液介质汽化,进而热裂分解汽化。这些汽化后的工作液和金属蒸汽,瞬间体积猛增,在放电间隙内成为气泡,迅速热膨胀并具有的特性。观察电火花加工过程。杭州模具电火花厂家
上一篇: 丽水多轴数控穿孔机代理商
下一篇: 杭州高速穿孔机哪家好