多工位虎钳哪家正规
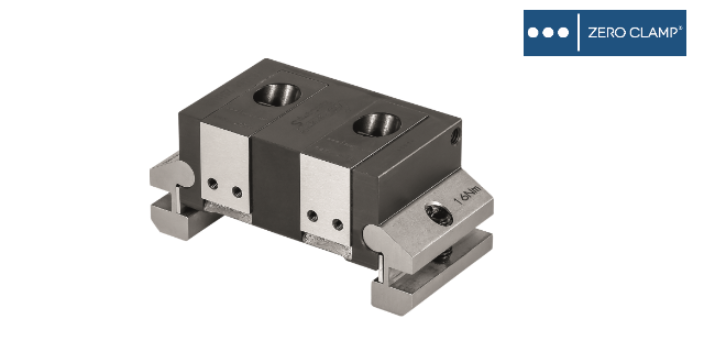
多工位虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高,依工件的外形轮廓订制卡爪,不但可对工件实现外夹夹紧也可实现内撑涨紧,即可加工不同轮廓的工件,操作简单快捷,成本也大幅度节省。产品特点:1. 产品尺寸小,重量轻,2.高效的润滑系统,3. 多种对心台钳控制方法,可根据客户需求从侧面或底面对多工位虎钳进行控制。4. 防尘设计,滑块与防尘盖间特殊防尘设计,有效防止碎屑侵入。5. 卡爪的安装部位易加工,加工卡爪安装部位,只需加工螺栓孔和键槽。普通设备就可以完成。多工位虎钳主体一体成型,韧性好,稳定。钳口采用活动式定位设计,可快速调整加持位置。多工位虎钳夹装钢件要注意什么问题?多工位虎钳哪家正规
多工位虎钳
为了不使钳口损坏和保持已加工表面,多工位虎钳夹紧工件时在钳口处垫上铜片。为了能装夹得牢固,防止刨削时工件松动,必须把比精密多工位虎钳较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。工件的被加工面必须高出多工位虎钳的钳口,否则就要用平行垫铁垫高工件。当精密多工位虎钳、刚性不足的:工件需要支实,以免多工位虎钳的夹紧力不足使工件变形。多工位虎钳哪家正规多工位虎钳按使用的场合不同,有钳工虎钳和机用虎钳等类型。
多工位虎钳夹具底板的标准化也可以改善夹具的安装方法,大部分夹具采用螺栓、压板固定在机器的工作台上,这是较简单的方法,但定位要花费许多时间。一种改进的方法是采用带有销孔及螺纹孔的中间过渡板,过渡板固定在机床工作台上,作为机器一个半永久件,夹具由销孔定位并由螺栓固定。zero clamp多工位虎钳减小了简单定位问题,但也还有问题,即由于事故或疏忽等原因,定位销经常损坏,而且螺纹孔还有积屑的问题。夹具的设计、制造、安装及更换占用了大量的人力资源及时间。零点快速定位基准夹具为夹具的标准化和自动化提供了精度高且操作简单的平台。
多工位虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高,依工件的外形轮廓订制卡爪,不但可对工件实现外夹夹紧也可实现内撑涨紧,即可加工不同轮廓的工件,操作简单快捷,成本也大幅度节省。产品特点:1. 产品尺寸小,重量轻,2.高效的润滑系统,3. 多种对心台钳控制方法,可根据客户需求从侧面或底面对多工位虎钳进行控制。4. 防尘设计,滑块与防尘盖间特殊防尘设计,有效防止碎屑侵入。5. 卡爪的安装部位易加工,加工卡爪安装部位,只需加工螺栓孔和键槽。普通设备就可以完成。多工位虎钳能够达到节约成本的目的。
多工位虎钳对精度有什么样的要求?1、底面平面度,底面平面度是指整个底面的平整程度,如底面平面度为0,多工位虎钳03mm/100mm,意思是在100mm内底平面的高度差在0.03mm以内。允许中间凹,不允许中间突出。2、导轨面平面度,指的是多工位虎钳安装在工作台上后,工作面的平面度,精度解释和底面平面度一样。3、垂直度,全称固定钳口面对导轨面垂直度,指的是相对于在导轨面垂直平面,固定钳口面的高度差。4、平行度,全称两钳口平行度,指的是多工位虎钳的固定钳口和活动精密工具多工位虎钳钳口在单位长度上的距离差。用于精加工的多工位虎钳数值小,粗加工的数据较大。多工位虎钳韧性好,稳定。多工位虎钳哪家正规
多工位虎钳一般安装在铣床钻床、牛头刨床和平面磨床等机床的工作台上使用。多工位虎钳哪家正规
多工位虎钳中装夹工件的注意事项?(1)、工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。(2)、为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。(3)、为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。(4)、刚性不足的工件需要支实,以免夹紧力使工件变形。多工位虎钳哪家正规
泽柔自动化技术(杭州)有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在浙江省等地区的机械及行业设备行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**泽柔自动化供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!