湖南辅助镶嵌电极形状
在电阻焊焊接中,电极是一个极其关键的易损耗件。电极的材料、形状、工作端面的形状及尺寸、设备冷却条件等,对焊接质量、生产率及电极的消耗都有重大的影响。电极材料选择的基本原则是低电导率的金属如铍铜,铂,镍,钢需要用高电导率的铜合金电极材料。高电导的电极,会让热量留在工件-工件的接触面上,而不是让热量产生在电极头上。而高电导率的工件金属需要用低电导的电极材料比如钨铜,钨,钼。电极头产生高热,高热传导到工件-工件接触面。出于在点焊时工作热量传导考虑,设计电极时要综合考量电极杆部与端部,端部与工件接触面,工件与工件之间的发热。镶嵌电极的价格选择。湖南辅助镶嵌电极形状
镶嵌电极
镶嵌电极是由多个电极组成的,通常由两个或更多的电极交替排列。每个电极都是由一层电极材料和一层电解质组成的。在镶嵌电极中,电极材料和电解质的组合可以根据应用需求进行选择。常见的镶嵌电极包括锂离子电池、超级电容器等。镶嵌电极是一种电极结构,它将多个小电极嵌入到一个大电极中。这种结构可以提高电极的表面积和电容量,从而增加电极与电解质之间的接触面积,提高电化学反应的效率。镶嵌电极通常用于电化学传感器、电容器、电池等领域。湖南辅助镶嵌电极形状镶嵌电极的物理原理。
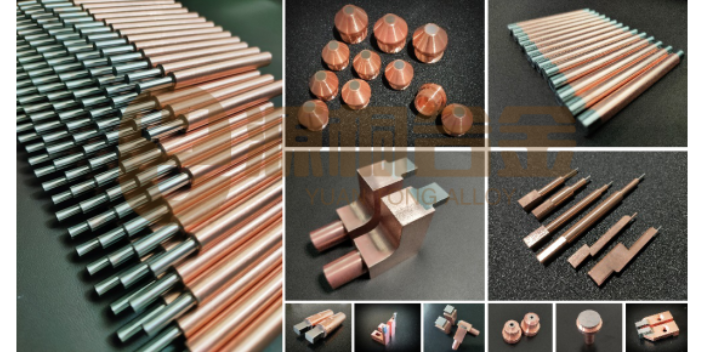
镶嵌电极的端面直接与高温的工件表面接触,在焊接生产中反复承受高温和高压,因此,粘附,合金化和变形是电极设计中应着重考虑的问题。而电极和工件材料之间的亲和力是粘附和合金化的主要原因。抗变形能力取决于电极的强度和硬度,但端头的尺寸和形状也有很大影响,通常锥形电极的顶角大于120°。以利于端面散热和增强抗变形能力;.边缘要倒圆(R0.75mm)。使焊点压痕边缘能圆滑过渡,以提高接头的疲劳强度。电极的端面直径d和球面电极的球面半径R取决于工件厚度和需要的熔核尺寸。为了满足特殊形状工件点焊的要求,有时需要设计特殊形状的电极(弯电极)。目的是使冷却水流到电极的外表面,以加强电极的冷却,这种电极常用于不锈钢和高温合金钢的点焊;增大横断面的电极,目的是加强电极端面向水冷部分散热。为了节约铜合金的消耗,可以采用帽状电极,当电极磨损之后,只需更换其中的一小部分。也有将杆形电极头压接于电极主体上的杆状电极,但这种形式的电极散热太差,非不得已,不宜采用。
镶嵌电极材料的缺点易受机械损伤:镶嵌电极材料通常是由多个不同材料组成的,这些材料之间的界面容易受到机械损伤,导致电极性能下降。热膨胀系数不匹配:不同材料的热膨胀系数不同,当电极受到温度变化时,不同材料之间的界面容易出现应力集中,导致电极失效。镶嵌不均匀:镶嵌电极材料的制备过程中,不同材料的分布可能不均匀,导致电极性能不稳定。成本高:镶嵌电极材料的制备需要多个不同材料的加工和组装,成本较高。难以扩大规模:镶嵌电极材料的制备过程较为复杂,难以扩大规模,限制了其在工业生产中的应用。镶嵌式电极的独特结构使得它具有许多优异的性能特征。

镶嵌电极的选择应考虑以下因素:应用场景:不同的应用场景需要不同类型的镶嵌电极。例如,生物传感器需要使用生物相容性好的材料,而电化学传感器需要使用具有良好电化学性能的材料。材料选择:镶嵌电极的材料应具有良好的导电性、化学稳定性和机械强度。常用的材料包括金属、碳材料、导电聚合物等。尺寸和形状:镶嵌电极的尺寸和形状应根据应用场景和实验需求进行选择。例如,微型电极可以用于微流控芯片中,而大型电极可以用于电化学反应器中。表面修饰:镶嵌电极的表面修饰可以改善其电化学性能和生物相容性。例如,表面修饰可以增加电极的表面积,提高电化学反应速率。成本和可制备性:镶嵌电极的成本和可制备性也是选择的重要因素。常用的制备方法包括化学气相沉积、物理沉积、电化学沉积等。M2.0系列测试应用缺点。湖南进口镶嵌电极结构
镶嵌电极的品牌选择。湖南辅助镶嵌电极形状
镶嵌电极的铜材料的优点良好的导电性能:铜是一种优良的导电材料,镶嵌电极的铜材料可以提供更好的电导率和电流传输能力。良好的耐腐蚀性:铜具有良好的耐腐蚀性,可以在各种环境下长期稳定地工作。强度和硬度:镶嵌电极的铜材料经过特殊处理,可以提供更高的强度和硬度,从而提高了其耐用性和使用寿命。易于加工和制造:铜材料易于加工和制造,可以通过各种加工方法进行成型和加工,从而满足不同的应用需求。可重复使用:镶嵌电极的铜材料可以多次使用,减少了资源浪费和成本开支。湖南辅助镶嵌电极形状
上一篇: 镶钨电极|镶钨电极|镶钨电极
下一篇: 北京国内电阻焊电极维修价格