河北耐高温低倍腐蚀操作说明
全自动低倍组织酸蚀过程中在试样现场通过火焰切割机对试样进行切割,将切割后的试样送到实验室,试样以铣床加工为主。试样切割具体作业为:横向试样在现场切割两次得到毛坯样,少量的纵向试样需要切割3次。加工时间:火焰切割需要时间5-10分钟,带锯切割时间10-60分钟。取样部位根据:GB226_91《钢的低倍组织及缺陷酸蚀检验法》、攀钢内部标准以及用户合同特殊规定,部位:大多数试样为横向试样(端截面),部分为纵向试样(沿纵轴截取,长度一般是端面周长或者是直径的)。试样传输系统为MLF-LIFT智能行车,用于试样在设备间的搬运,由轻型标准行车进行数控改装而成的双梁式智能行车,载重500KG,比较大速度2M/S,Z轴升降方式采用刚性导向柱形式,做到在移动过程中避免工件的晃动,升降过程全程由激光测距仪自动定位精度2mm,升降速度。在升降柱底端装备电磁吸盘和自动定位缓冲装置,行车X、Y轴向的移动:全部采用变频电机或伺服电机驱动加上激光测距仪定位由控制系统SMENSPLCS7300(PR0FIBUS双电缆通讯)进行X、Y轴的准确定位,确保试样工件能自动传送到预定位置。由于全自动方圆坯连铸低倍检验系统主要承担中高碳钢、合金钢。金属材料断口分析低倍组织加热腐蚀装置!河北耐高温低倍腐蚀操作说明
低倍组织热酸蚀装置在酸洗槽2内放入铝样板并倒入酸溶液,所述酸溶液为硝酸、盐酸和水按1:1:1的重量比例配制的混合溶液,酸溶液的用量以浸没铝样板高度的一半为宜,通过酸溶液对铝样板表面进行腐蚀,腐蚀时间为5分钟左,直至铝样板显现铝合金的晶粒;之后,将铝样板放入水槽5内清洗铝样板表面,清洗完毕后观察铝样板上的晶粒的尺寸,根据行业标准判断铝样板上的晶粒尺寸合格与否。在碱洗槽3内放入铝样板并倒入碱液,所述碱液为氢氧化钠和水按1:1的重量比例配制的混合溶液,碱液的用量以浸没铝样板高度的一半为宜,通过碱液对铝样板表面进行腐蚀,腐蚀时间为10分钟,直至去除铝样板表面的油脂;之后,将铝样板放入水槽5内清洗铝样板表面,清洗完毕后即可观察铝样板表面的缺陷情况;炸洗槽4的作用是模拟产品的后续表面清洗工艺,了解其处理后的表面质量情况,使生产工艺和质量控制更有针对性。首先在炸洗槽4内倒入炸洗液,所述炸洗液采用炸粉与水进行配制,通过炸洗液对铝样板进行炸洗,炸洗时间10分钟,炸洗结束后,将铝样板放入水槽5内清洗铝样板表面,分析铝样板表面质量是否符合要求。其中,炸洗槽内4的溶液类型也可根据实际需要进行调整,并不只限于炸洗液。其中。 吉林钢材料缺陷低倍腐蚀厂家直销低倍加热腐蚀装置样品孔洞怎么看?

低倍组织热酸蚀装置为克服现有技术的不足,本发明的发明目的在于提供一种钢材低倍组织热酸蚀加热装置,采用电磁感应加热方式,热效率高,使用安全可靠,并能精确控制酸蚀温度和时间,确保钢材试样低倍组织试验结果的准确度,并且可有效地降低生产成本,减少环境污染。为了实现上述目的,本发明的技术方案是:一种钢材低倍组织热酸蚀装置,包括酸蚀器,所述酸蚀器包括槽体和槽盖,所述热酸蚀装置还包括电磁感应加热装置,所述电磁感应加热装置包括感应盘和加热盘,所述槽体置于感应盘上,所述加热盘位于槽体内腔的底部。钢材低倍组织热酸蚀装置,所述热酸蚀装置还包括控制装置,所述控制装置包括位于槽体外部的控制器和温控计时仪,以及位于槽体内部的热电阻,所述热电阻通过热电阻支架固定在槽体内,所述热电阻与温控计时仪相连接,所述温控计时仪连接控制器的输入端,所述控制器的输出端连接感应盘。
赋耘低倍组织热酸蚀装置主要特点:该装置根据《GB226-2015钢的低倍组织及缺陷酸蚀检验法》进行低倍组织热酸蚀,以检查钢材原材料缺陷或锻造流线;采用PLC及可控硅控制低倍组织热酸蚀过程,消除了低倍组织制样过程的不确定性,提高低倍组织制样的重复性;温度得到严格控制,盐酸的挥发降低,从而改善工作环境;液位自动检测并报警,有效防止干烧;分离的沉淀物过滤板,防止杂质沉底,保护加热器,方便清洗和更换;酸蚀槽采用特殊材料制作,耐强酸、耐高温;备有三层样品托盘,可同时放置、处理三层样品,并方便样品放入和取出;酸蚀槽的有效空间大,并可按用户需求定制酸蚀槽结构紧凑,可放在抽风柜中,以改善工作环境;电源及控制部分与酸蚀槽分开,可保证整个系统的耐腐蚀性;备有排放酸液的阀门,酸液排放简便;所有部件可拆卸,酸蚀槽清理方便。低倍组织热酸蚀装置LMH控温范围室温-100℃,温度控制精度误差±1℃,控温时间0-99min,提示功能控温和定时蜂鸣器断续声提醒电子元器件,触摸屏,单片机,电源电压AC-220V50/60HZ,加热器功率3Kw(其他功率、电压可定制),工作温度5-40℃,湿度0-95%相对湿度,有效尺寸长400mm*宽400mm*高250mm外形尺寸长520mm*宽496mm*高550mm,重量20Kg。 低倍组织热酸装置,低倍电解腐蚀装置有售!
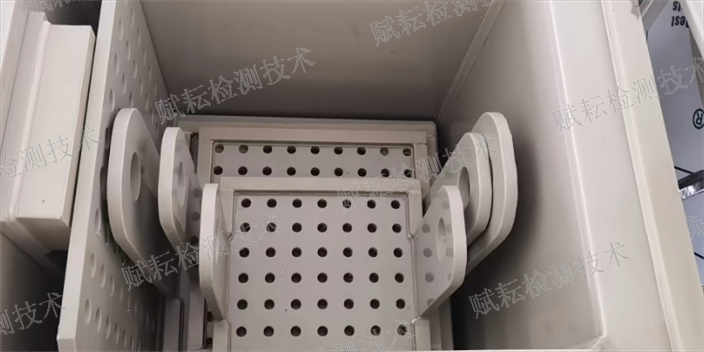
低倍组织热酸蚀装置,该装置包括控制器l、酸蚀器2,所述的控制器1由计算机和可控硅组成,所述的酸蚀器2包括酸蚀槽3、样品框4、温度传感器5、接地棒6、酸蚀槽上盖7、电加热器8、保护板9、两层样品层板10,安装固定板ll,所述的电加热器8由电热丝81,电热丝外包铁管82以及铁管外包聚四氟乙烯管83组成,所述的安装固定板11设置在酸蚀槽3—侧面上部,将电加热器8两端固定安装在安装固定板11上,然后沿酸蚀槽3侧面延伸至底部,再将其呈蛇形弯曲均匀平铺于酸蚀槽3底部,当电加热器8加热时,可使整个酸蚀槽3均匀受热,温度传感器5和接地棒6均固定在安装固定板11上,温度传感器5外面包有聚四氟乙烯管,所述的保护板9呈L形,置于电加热器8上方,保护板9通过其底部支架与酸蚀槽3底部接触相连,保护板的底板和侧面大小与酸蚀槽3相匹配,可将温度传感器5、接地棒6、电加热器8和安装固定板11保护于酸蚀槽3和保护板9之间,避免样品框、样品层板及样品撞击温度传感器5、接地棒6或电加热器8,保护板9底部分布设有数个漏液小孔,样品框4置于保护板10上,通过其底部支架与保护板9接触相连,样品框4底部分布设有数个漏液小孔,该漏液小孔直径小于保护板9底部的漏液小孔直径。 低倍加热腐蚀装置槽子标准有效尺寸:4000*400*250mm!天津金属制品低倍腐蚀什么价格
低倍腐蚀装置怎么选?河北耐高温低倍腐蚀操作说明
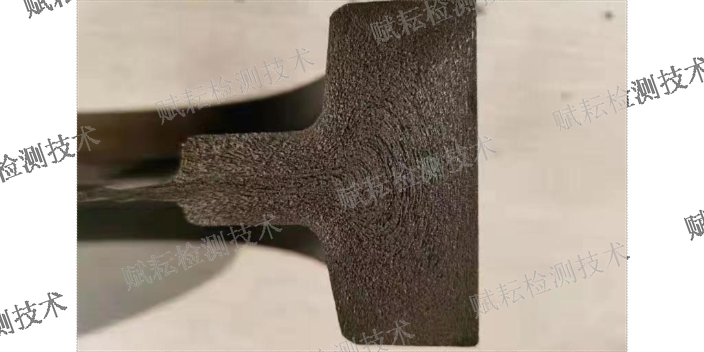
连铸坯低倍样的快速制备方法中具体如下,取一块5cm厚的小方坯试样,两端均为火焰切割面。将小方坯试样放置于立式铣床上,将主轴转速调至375r/min,进给转速调至190r/min,反复加工两次,以保证试样表面的粗糙度几温度要求。将试验表面加工至表面粗糙度不大于μm,且保证试样的表面温度大于250°C。快速将试样放置于酸洗槽内,用烧杯取10ml浓度30%的工业盐酸,均匀的洒在试样的加工面进行腐蚀.以利用试样本身的温度将试样表面的酸液加热至80°C以上,从而较为清楚的显示试样的晶体组织分布及低倍缺陷的形貌。2-3min后用热水冲洗,然后用风机快速吹干,即可清楚的显示各种缺陷及组织分布情况。优点对连铸坯的低倍样进行快速处理,充分利用加工过程的试验表面温度,无需进行酸加热,减少处理的时间,简化操作工艺,降低酸的损耗同时防止低倍质量如裂纹、缩孔、疏松等缺陷未能充分显示,并且确保能够准确测定等轴晶、树枝晶及坯壳致密等轴晶的比例;2)经此方法处理后,可以达到与热酸蚀检验同样的低倍效果,检验I块试样的时间约3min,与现有的热酸蚀法约40min时间相比,处理时间大幅减少,对于小批量的在线快速检验极为有效;3)整个技术方案操作简单,周期短,降低了酸的损耗。 河北耐高温低倍腐蚀操作说明
上一篇: 黑龙江几何测量金相显微镜代理加盟
下一篇: 安徽不锈钢D法晶间腐蚀怎么使用