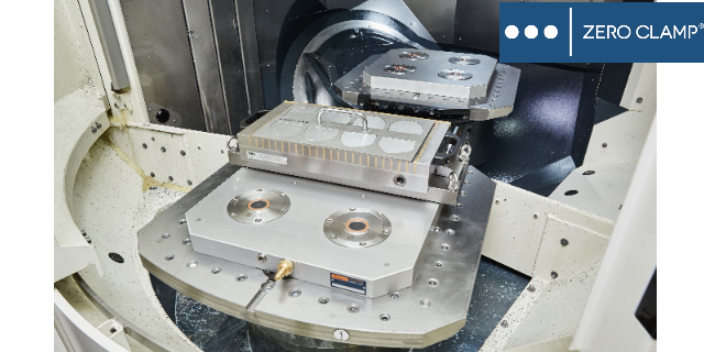
高精度零点定位快换板加工案列
使用零点定位后的长处:只要要夹具—次安装好调试后,将法式编入机床体系后,今后每次夹具调换时,只要要将夹具放到装有零点定位的根基板上,锁紧螺丝后,调出法式就能够间接进入加工状况。能够边加工,零点定位系统,边停止产物的尺寸反省确认。由于基准点牢固稳定,以是不消担忧尺寸产生变更。以是不像以往样,边调试,边丈量,待尺寸反省OK后才可进入加工状况。全部调试进程大概要反复反复屡次能力调到OK的尺寸规模。而就平日客户的**调试而言,全部调试反省光阴平日都在均匀30分钟以上,乃至长。零点定位系统的使用消除了多工序间的累积误差。高精度零点定位快换板加工案列
零点定位
目前市面上主流的零点定位系统原理有钢球锁紧+钢球定位、卡舌锁紧+短锥定位、夹套锁紧+夹套定位、弹簧片锁紧+短锥定位等几种。不同类型的定位销的组合使用,可以补偿定位销和零点定位器件的位置公差。离线装夹,在传统的加工方式中,零件的更换需要在线装夹,且需要进行调整和检车程序,一套工作下来较为费时。而使用零点定位系统,可在机外进行预先装夹,待零件加工结束后,直接进行“整体式”的数秒换装,减少90%的停机时间。夹紧力,夹紧力描述的是锁紧销被拉入零点定位器中被滚珠夹紧时受到的力。拉紧力则是锁紧销的较大允许拉力。高精密滚珠保证了更有效的力传递。重复定位精度,重复定位精度指的是工件上几率的参考点在工件从夹具上移开,再重复装夹后,同一工件上这个参考点位置变动的公差范围,零点定位系统装夹的重复定位精度一般小于0.005mm。湖北非自锁零点定位夹具原理图解零点定位系统可以减少过去由于工序切换造成的精度损失。
德国ZEROCLAMP零点定位系统能够降低90%停机时间、实现半柔性化,它是如何实现的?ZEROCLAMP零点定位把机床内的装夹动作(比如打表、校中心、锁紧、清洁等动作)换到机床外做,零点定位系统是一个快速定位、快速夹紧、定位和夹紧同时进行的装置,所以它可以让机床不停的运转加工,降低至多90%的停机时间。零点定位系统它不仅是定位和夹紧的装置,而且主要是可以把不同的零件、不同的机床甚至不同的工位建立统一的标准接口,形成一个半柔性化的生产。系统有四种规格的夹头,每种夹头只有一种类型的拉钉。
零点定位系统概念: 在加工或测量时,首现必须确定工件的零点,然后再根据零点来进行加工或者测量。但是在加工时,零件往往不会一直保持不动的,需要从一个工序到另一个工序、从一台机床到另一台机床,或者不规则形状的零件不好确定零点,这就需要重新拖表找正零点,做很多的辅助工作,造成大量的停机时间,降低了工作效率。 零点定位系统,是一个独特的定位和锁紧装置,能保持工件从一个工位到另一个工位,一个工序到另一个工序,或一台机床到另一台机床,零点始终保持不变。这样可以节省重新找正零点的辅助时间,保证工作的连续性,提高工作效率。零点定位系统的使用可以大幅度提高我们的生产效率。

零点定位在各机加工环节应用:机加工 工序设计及重复定位精度实验:生产线采用工序集中性设计,生产线的加工中心基本为同型号G320,把不同工序加工内容集中到一台机床上,以尽可能少的装夹, 减少加工辅助时间,提高加工效率。同时当某台设备出现故障时,可以用同一工序的设备继续生产,虽然生产能力有所影响,但可以避免整个生产线应故停产,提高设备开动率。 与传统专门用的机床加工相比,采用零点定位系统加工,减少了多次重复定位误差,采用统一的定位装夹,有效保证了关键孔系之间,孔与面之间的形位公差,保证加工质量。 重复定位精度满足设计5um要求,加工精度经生产线验证满足设计需求。Zero Clamp零点定位系统重复定位精度0.0025mm,采用HSK空心锥柄定位原理。湖北非自锁零点定位夹具原理图解
零点定位系统的使用很普遍。高精度零点定位快换板加工案列
零点定位系统的原理 :,零点定位系统是利用零点定位销将不同类型的产品坐标系转化为的坐标系,再通过机床上的标准化夹具接口进行定位和拉紧。它能够直接得到工件在不同机床间统一的位置关系,消除了多工序间的累积误差。较重要的是,它统一了设计基准、工艺基准和检测基准,使整个加工过程可以做到有效、可控,这点在自动化生产线上尤其重要。零点定位系统的应用:由于受制于恶劣的加工环境和复杂的加工精度要求,零点定位系统柔性线在发动机箱体类零件生产中的运用正处于起步阶段。高精度零点定位快换板加工案列
上一篇: 四川常用多工位虎钳哪家正规
下一篇: 广东自动化定心虎钳厂家供应