四川常用多工位虎钳哪家正规
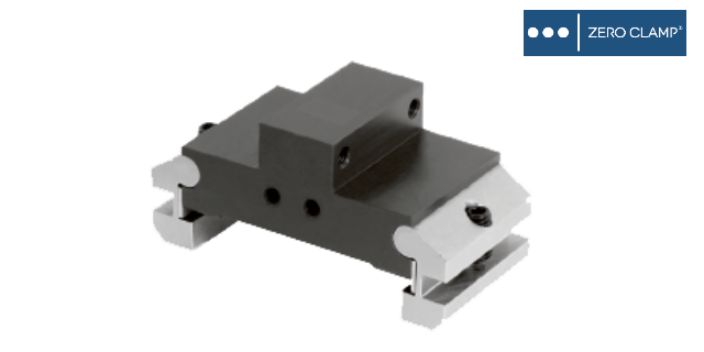
多工位虎钳是一种标准夹具, 类似于虎钳,指一个虎钳可同时装夹多个零件。在自动化机床上下料的时代,企业对于手动夹紧装置的需求也从未改变。多工位虎钳是一种多用途工具,可用于夹持毛坯材料、板材或型材件,预紧和无间隙的中心轴承和额外安装的滑块确保重复精度高达 ±0.01 mm,KSC 夹持深度小(3mm),能够在夹持系统中进行一次装夹,多面加工。集成排屑出口和特殊保护的主轴可提供较大的工艺安全性。虎钳密封性好,采用双重密封,中心采用双面轴承定心,操作轻便,定心精度极高(±0.01 mm)。应选择与加工机床相匹配的多工位虎钳。四川常用多工位虎钳哪家正规
多工位虎钳
多工位虎钳装夹工件注意事项:多工位虎钳中装夹工件时工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和多工位虎钳钳口上。要使工件贴紧在垫铁上,应该多工位虎钳一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。为了不使多工位虎钳钳口损坏和保持已加工表面,夹紧工件时在多工位虎钳钳口处垫上铜片。刚性不足的工件需要支实,以免夹紧力使工件变形。四川高刚性多工位虎钳设计多工位虎钳钳子应该如何保养呢?
精密多工位虎钳夹具的性能和特点:1、虎钳可以垂直或水平安装在工作台上。垂直和水平安装面相互为90度,两个摆动的可动钳口同时将工件压向V块。2、根据夹紧件的大小,可将V块向前或向后放置,有利于工件的长度,并可任意定位定位杆。3、适用于夹持圆柱零件,辅助机床完成槽、孔、面加工。夹具有良好的性能:夹紧力大,抗振性强,抗切削力、刀具消耗低、加工精度高,使用寿命长,通用性强,节省空间,操作简单,适用于各类通用机床、数控机床、加工中心和柔性生产线和精密测量等。
使用虎钳装夹工件的注意事项:(1)在工作台上安装多工位虎钳时,要保证虎钳的正确位置,当虎钳底面没有定位键时,应使用百分表找正固定钳口面。即要求固定钳口与纵向工作台或横向工作台的运动方向平行,同时要求固定钳口的工作表面与工作台台面垂直。(2)多工位虎钳在装夹工件前要清楚切屑及油污,保持虎钳清洁。(3)多工位虎钳夹持工件时,工件位置要放适当,不应安放在虎钳某一头,应避免在夹持时,虎钳单边受力。(4)多工位虎钳装夹工件时,要考虑铣削中的稳定性,应使工件与钳口的接触面尽可能大些。如加工长方形工件时,钳口应夹较长的面。多工位虎钳的使用方法多种多样。
使用多工位虎钳铣削长形工件时,可用二个虎钳装夹工件,避免由于工件伸出太长,加工中引起振动。铣削时,应使水平铣削力的方向指向虎钳固定钳口。在工件精度要求较高时,如果虎钳的精度较低,可以在工件与钳口之间(水平与垂直方向)垫放适当厚度的纸片或薄铜片,以提高工件在多工位虎钳里的安装精度。工件被加工表面应高出多工位虎钳钳口,以免铣坏钳口或损坏铣刀。如工件低于钳口平面,可在工件下面垫放适当厚度的平行垫铁。在夹紧工件过程中,应用铜榔头或木榔头轻轻敲击工件,使工件紧密贴合在平行垫铁上,以用手不能轻易推动平行垫铁为适宜。当工件的一面是已加工表面而另一面是毛坯面或者两夹紧面不平行时,可将已加工表面贴在固定钳口上作基准面。另外在活动钳口与工件毛坯表面之间增添一个圆棒或一块挤板,即可使工件夹紧牢固又能保证被铣削平面垂直于基准面。多工位虎钳结构原理和精度没有必然的关系。四川高刚性多工位虎钳设计
多工位虎钳适用CNC加工中心、雕铣机、平面磨床等夹持工件加工。四川常用多工位虎钳哪家正规
固定式多工位虎钳:这种虎钳由活动钳体、固定钳体、钳口铁、丝杆、导螺母、压紧圈、底座及摇手柄组成。虎钳的活动钳体下部为方形,装在固定钳体的方孔内,可以移动。钳口铁(又称夹持面)上制是棱形齿纹,用内六角螺钉分别固定在活动钳口和固定钳口上,钳口铁损坏或磨损后可以更换。丝杆上制有梯形螺纹,它穿过活动钳体的孔眼,一端以垫器限制在活动钳体上,另一端则旋入导螺母中,导螺母装置在固定钳体上,旋转摇手柄,使丝杆在导螺母内前后移位,并带动活动钳体在固定钳体内作相应的移动,从而使两钳口合拢或张开。当活动钳口向固定钳口合拢时,便将工件夹紧,张开时工件便可取出。固定钳体的底座两侧分别制有一个孔眼,以便装置固定螺拴,将整个台虎钳固定在工作台上。四川常用多工位虎钳哪家正规
上一篇: 江苏常见机器人市场
下一篇: 高精度零点定位快换板加工案列