南京设计LCD输送轴工艺
在购买轴件的时候,很多人都遇到过这样的问题:1、轴件的质量和之前看到的描述不符,没用多久就出现了质量问题,像是破碎、破裂、破损、裂纹、裂缝、变形等情况,但是这个时候已经银货两讫,再想退换货不仅非常麻烦,很多时候厂家根本都不会理你,走法律途径也需要不短的准备时间,耽误工期不说,还会给我们带来非常大的经济损失;2、签订合同之后,合作的厂家迟迟不肯发货,因为对方的产能并没有他描述的那样充足,等了又等,还是拿不到货,你一遍一遍的催,对面一遍一遍的推,你忍无可忍,却还会像***条一样,即便走法律途径,工期仍然会被延误,损失比较大的人还是你自己;LCD滚轮、轴承座、磁力轮(磁齿轮)、齿轮等部件组成。南京设计LCD输送轴工艺
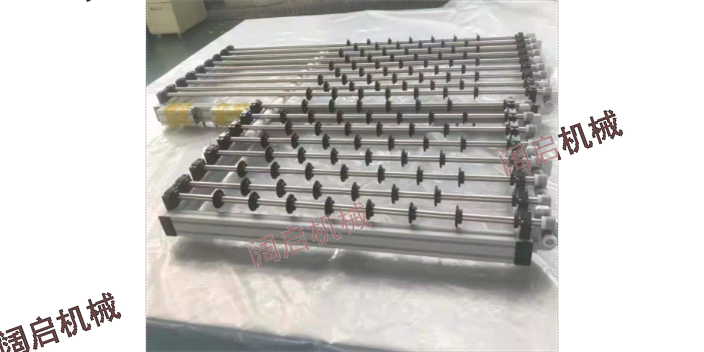
LCD输送轴
怎样通过选择刀具角度,减小车削细长轴产生的弯曲变形?车削时产生的切削力越小越好,而在刀具的几何角度中,前角、主偏角和刃倾角对切削力的影响比较大。细长轴车刀必须保证如下要求:切削力小,减少径向分力,切削温度低,刀刃锋利,排屑流畅,刀具寿命长。从车削钢料时得知:当前角γ0增加10°,径向分力Fr可以减少30%;主偏角Kr增大10°,径向分力Fr可以减少10%以上;刃倾角λs取负值时,径向分力Fr也有所减少。主偏角(Kr)车刀主偏角Kr是影响径向力的主要因素,其大小影响着3个切削分力的大小和比例关系。随着主偏角的增大,径向切削力明显减小,在不影响刀具强度的情况下应尽量增大主偏角。主偏角Kr=90°(装刀时装成85°~88°),配磨副偏角Kr'=8°~100°,刀尖圆弧半径γS=0.15~0.2mm,有利于减少径向分力。南京LCD输送轴制作厂家跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。
加工细长轴难点多多,使用哪些措施,才能让加工更顺利?众所周知,加工细长轴在很多方面都有很高的要求和标准,而加工方式一般都会选择车床,并使用磨床来确保加工的精度和成品轴件表面的光滑程度。虽然从外表看起来,细长轴没有太过复杂的形状和结构,似乎很容易就可以加工成我们想要的加工细长轴难点多多,使用哪些措施,才能让加工更顺利?众所周知,加工细长轴在很多方面都有很高的要求和标准,而加工方式一般都会选择车床,并使用磨床来确保加工的精度和成品轴件表面的光滑程度。虽然从外表看起来,细长轴没有太过复杂的形状和结构,似乎很容易就可以加工成我们想要的样子。样子。
在学精密零件,想了解一下齿轮的发展历史是怎样的?(阔启机械邀您共同助力大国工业)齿轮是能互相啮合的有齿的机械零件。它在机械传动及整个机械领域中的应用比较广。直到17世纪末,人们才开始研究能正确传递运动的轮齿形状。18世纪,欧洲工业以后,齿轮传动的应用日益广;先是发展摆线齿轮,而后是渐开线齿轮,一直到20世纪初,渐开线齿轮已在应用中占了优势。其后又发展了变位齿轮、圆弧齿轮、锥齿轮、斜齿轮等等。现代齿轮技术已达到:齿轮模数0.004-100毫米;齿轮直径由1毫米-150米;传递功率可达十万千瓦;转速可达十万转/分;比较高的圆周速度达300米/秒。国际上,动力传动齿轮装置正沿着小型化、高速化、标准化方向发展。特殊齿轮的应用、行星齿轮装置的发展、低振动、低噪声齿轮装置的研制是齿轮设计方面的一些特点。中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形。

你了解磁力轮吗?阔启机械带您进一步了解磁力轮-隔空传动。磁力轮(MagnetGear)是利用磁铁的吸力和斥力相互作用的原理,非接触的动力传递装置。磁力轮是在洁净的环境下,不允许细微杂质的LCD、PDP、PCB、TFT、OLED、SOLARCELL等生产线上以非接触状态驱动的产品。可替代依靠摩擦来驱动的机械式齿轮。可从根本上杜绝使用以往机械式齿轮时产生的粉尘的问题。它的优点表现在,动力传递能力高,无噪音及无需更换部件,可半使用。解决了即使出现非正常性负荷,也不会造成任何损伤的问题。产品分类按磁力轮的材料生产工艺可分为:烧结型和粘接型烧结型是由钕铁硼原料,通过抽真空,高温加热成型,然后经过一些复杂的生产工序,加工成我们所需的规格。而粘接型是直接注塑成型,生产周期快,比较经济实用,但磁力会稍弱于烧结磁力轮,如果按传动方向划分,磁力轮可分为直交传动、平行传动、锥传动。另外,磁力传动除磁力轮产品外,另外一种比较常见的产品---磁力联轴器。也是非接触式传动动力的一种方式,主要应用在化学、医药、真空等需要密封传动的场所。可以把动密封转化为静密封,磁力联轴器可以隔着隔离罩,把动力向另一密封空间。磁力联轴器可分为对联(即平面联轴器)和套联。LCD输送轴能够提高显示器的稳定性和耐用性。组装LCD输送轴源头工厂
LCD输送轴的设计和制造需要精密的技术。南京设计LCD输送轴工艺
在现代社会,齿轮的技术正在朝着小型精悍、转动高速、齿轮零件标准化的方向发展,这也就对齿轮加工的工艺有了一些要求。齿轮加工对于加工的工艺、精度和效率的要求都比较高,那么齿轮加工的工艺流程是什么呢?主要有几种加工方式呢?齿轮加工零件的结构不同,主要的工艺流程采用的是:锻造制坯→正火→精车加工→插齿→倒尖角→滚齿→剃齿→(焊接)→热处理→磨加工→对啮修整。上海阔启机械有限公司是一家专业生产UPE滚轮与不锈轴件的公司。公司共有三个板块业务,***部分是专业针对液晶输送设备上面的UPE滚轮生产;第二部分是生产不锈钢空心轴(包括实心轴)。第三部分是精密零件加工与制造。现有职工40余人,专业技术人员30多人,拥有数控加工设备,车、铣、磨线切割、等先进设备二十多台,加工车间、装配车间等现代化的生产设备,具备了雄厚的研发和生产能力。南京设计LCD输送轴工艺
上一篇: 苏州通用LCD输送轴报价
下一篇: 没有了