浙江发那科系统五轴数控机床
五轴联动加工中心的A轴和C轴较小分度值一般为0.001度,这样又可以把工件细分成任意角度,加工出倾斜面、倾斜孔等。A轴和C轴如与XYZ三直线轴实现联动,就可加工出复杂的空间曲面,当然这需要档次高的数控系统、伺服系统以及软件的支持。这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力矩。 另一种是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。五轴机床可以实现对单次加工数量的大幅度提高,因此被普遍应用于批量生产中。浙江发那科系统五轴数控机床
五轴加工机床是一种用于机械工程领域的电子测量仪器,于2006年12月01日启用。五轴加工(5 Axis Machining),顾名思义,数控机床加工的一种模式。采用X、Y、Z、A、B、C中任意5个坐标的线性插补运动,五轴加工所采用的机床通常称为五轴机床或五轴加工中心。可是你真的了解五轴加工吗?五轴技术的发展,几十年来,人们普遍认为五轴数控加工技术是加工连续、平滑、复杂曲面的独一手段。一旦人们在设计、制造复杂曲面遇到无法解决的难题,就会求助五轴加工技术。但是。五轴联动数控是数控技术中难度较大、应用范围较广的技术,它集计算机控制、高性能伺服驱动和精密加工技术于一体,应用于复杂曲面的高效、精密、自动化加工。浙江发那科系统五轴数控机床五轴数控加工由于干涉和刀具在加工空间的位置控制,其数控编程、数控系统和机床结构远比三轴机床复杂得多。
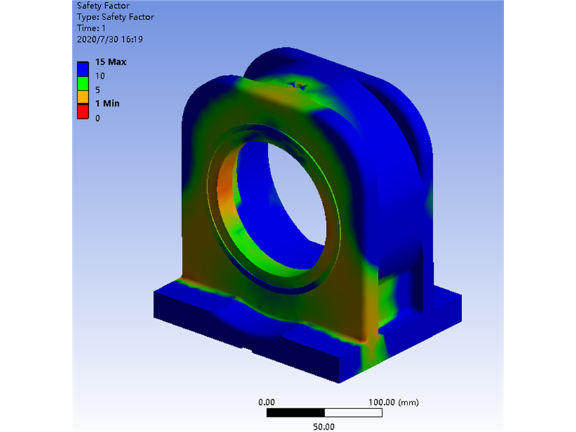
下文我们将以双转台档次高五轴数控系统为例,详细介绍一下RTCP功能。在五轴机床中定义第四轴和第五轴的概念:在双回转工作台结构中第四轴的转动影响到第五轴的姿态,第五轴的转动无法影响第四轴的姿态。第五轴为在第四轴上的回转坐标。好了,看完定义说明我们来解释一下。如上图所示,机床第4轴为A轴,第5轴为C轴。工件摆放在C轴转台上。当第4轴A轴旋转时,因为C轴安装在A轴上,所以C轴姿态也会受到影响。同理,对于我们放在转台上面的工件,如果我们对刀具中心切削编程的话,转动坐标的变化势必会导致直线轴X、Y、Z坐标的变化,产生一个相对的位移。而为了消除这一段位移,势必机床要对其进行补偿,RTCP就是为了消除这个补偿而产生的功能。
四轴数控机床的应用,4轴数控机床由于能够制造复杂的零件和部件而具有普遍的应用。以下是这些机器产生重大影响的几个领域:航空航天工业:由于四轴数控机床精度高且能够处理复杂的几何形状,因此普遍应用于航空航天工业。他们可以高精度、高速地制造复杂的零件,例如涡轮机部件和机身部件。汽车行业:从发动机部件到车身零部件,汽车行业严重依赖4轴CNC加工进行生产。以奇怪的角度工作并高效生产复杂零件的能力使它们成为该行业的主要产品。电子工业:电子元件的制造需要很高的精度。4轴CNC机床可以通过创建电路板和外壳等组件来实现这一目标。石油和天然气行业:石油和天然气行业需要能够承受极端条件的零件。4轴CNC机床可以通过制造高质量、耐用的部件来实现这一目标。数控机床四轴还可以应用于各种复杂形状的加工,比如汽车零部件、模具、航空航天零部件等。

五轴与三轴的区别:五轴区别与三轴多两个旋转轴。Z轴的确定:机床主轴轴线方向或者装夹工件的工作台垂直方向为Z轴。X轴的确定:与工件安装面平行的水平面或者在水平面内选择垂直与工件的旋转轴线的方向为X轴,远离主轴轴线的方向为正方向。直线坐标X轴Y轴Z轴 旋转坐标A轴、B轴、C轴,A轴:绕X轴旋转为A轴;B轴:绕Y轴旋转为B轴,移动B轴会对C轴产生影响。B轴有行程限制的,一般是-5度至110度!B 轴俗称第四轴!C轴:绕Z轴旋转为C轴。三种形式五轴:XYZ+A+B、 XYZ+A+C、 XYZ+B+C;XYZ+A+C:见备课视频(谭佳五轴A+C轴).(1_高精密机械加工,五轴精密加工,这牛做的真漂亮).XYZ+B+C:如图所示(更多图片见“四五轴图片”)双摆台!XYZ+A+B形式如图所示:(B轴绕着Y轴旋转!)4轴CNC加工可以显着减少生产时间。浙江发那科系统五轴数控机床
五轴机床可以将工件在任意角度上进行加工,从而避免了因为换刀、重定位等带来的误差,提高加工的精度。浙江发那科系统五轴数控机床
说到五轴,不得不说一说真假五轴?真假5轴的区别主要在于是否有RTCP功能,为此,小编专门去查找了这个词!RTCP,解释一下,Fidia的RTCP是“Rotational Tool Center Point”的缩写,字面意思是“旋转刀具中心”,业内往往会稍加转义为“围绕刀具中心转”,也有一些人直译为“旋转刀具中心编程”,其实这只是RTCP的结果。PA的RTCP则是“Real-time Tool Center Point rotation”前几个单词的缩写。海德汉则将类似的所谓升级技术称为TCPM,即“Tool Centre Point Management”的缩写,刀具中心点管理。还有的厂家则称类似技术为TCPC,即“Tool Center Point Control”的缩写,刀具中心点控制。浙江发那科系统五轴数控机床
上一篇: 五轴联动机床批发
下一篇: 广东高精度五轴转台厂商