超超临界机组减温减压供应商
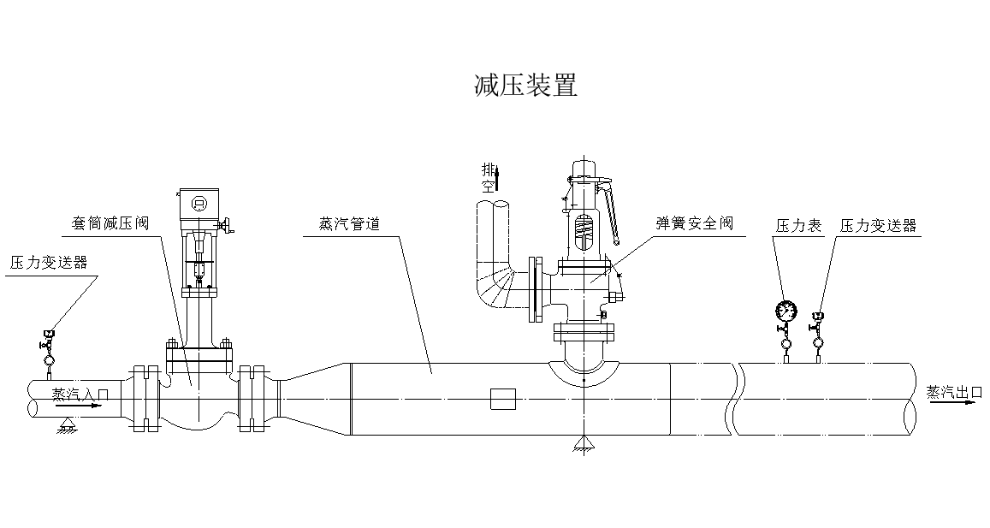
设备名称减压装置减压装置型号X622X691进口蒸汽流量(t/h)410出口蒸汽流量(t/h)410安全阀整定压力Ps(MPa)0.50.704安全阀计算排放面积(cm2)16.130.41安全阀实际排放面积(cm2)12.5719.63安全阀实际排放量(t/h)3.126.47进口蒸汽流速W1(m/s)3829出口蒸汽流速W2(m/s)2425减压阀所需出轴推力(KN)6.510蒸汽入口管径(mm)Φ108×6Φ159×7蒸汽出口管径(mm)Φ159×7Φ219×9结构长度(mm)2000±102000±10设备名称减温装置型号04X602减温水比较大耗量Qb(t/h)0.3进口蒸汽流速W1(m/s)35出口蒸汽流速W2(m/s)35调节阀所需出轴推力(KN)5蒸汽入口管径(mm)Φ325×9蒸汽出口管径(mm)Φ325×9结构长度(mm)2000±10温度调节系统采用单座调节阀,阀芯与阀座间采用锥面密封,密封面堆硬质合金,标准配置的泄漏量为V级。超超临界机组减温减压供应商

减温减压装置、减温器选用材料是全新高质量的、适合于工作条件,材料能承受工作条件下的温度压力而不造成变形、变质及任何部分的应力超限,且对各部件强度和其工作的适应性无任何影响。减温减压装置、减温器的材质及规格符合国际标准或国家标准中的有关技术条件,并附有钢厂材质证明书(或复印件)。减温减压器、减温器部件的主要材质如下:(按设计温度合理选择,不低于以下标准)1.减温减压器名称型号部件主要材质备注减压阀阀盖、阀体ZG20CrMoV阀瓣不锈钢堆焊CoCrW阀座不锈钢堆焊CoCrW喷咀阀体12Cr1MoV阀瓣及内件不锈钢截止阀阀盖20阀体20阀瓣不锈钢堆焊CoCrW阀杆25Cr2MoV止回阀阀盖、阀体20内件不锈钢堆焊CoCrW安全阀阀盖WCB阀杆、活塞不锈钢冲量安全阀阀盖、阀体20锻件重庆减温减压老牌厂家减温减压器应为一体式结构,能在规定的环境条件下长期安全、可靠、平稳运行,并满足各种性能和工况要求。
根据本装置及生产的实际需要,自控部分提供了一次压力的现场及远传显示;二次压力的远传集控;一次温度的现场及远传显示;二次温度的远传集控;控制方案:根据工艺要求采用了常规的PID控制。控制逻辑说明(以电动为准):压力检测、调节系统,一次压力检测由减温减压装置一次蒸汽进口管道上测点取出压力信号P1经压力变送器被转换成压力信号对应的mA电流信号.在显示仪表内,该信号CMOSA/D转换后,将所测的压力值用LED作量程显示,一次压力检测系统。
PID经验数据温度:P=20—60%I=180—600SD=3—180S;压力:P=30—70%I=24—180SD=0S(切除);流量:P=40—60%I=6—60SD=0S(切除);液位:P=20—80%I=60—300SD=0S(切除)。特别提醒:仪表的自整定功能不要使用!请使用经验数据!自控图纸(每套设备有对应控制电路图见设备清单)接线:按照控制图认真准确无误接线即可进入调试阶段。就地控制系统(如有)故障及处理方法:故障现象原因分析排除方法a仪表无显示b仪表无输出c仪表乱码a.仪表接线错误、仪表设置错误、仪表损坏。b.仪表接线错误、仪表设置错误、仪表损坏。C.仪表损坏。a.参照说明书,进行重新设定。检查线路,确认接线准确。如仪表损坏,及时进行更换。b.参照说明书,进行重新设定。检查线路,确认接线准确。如仪表损坏,及时进行更换。C.及时进行更换。泄漏等级符合ANSI16.106标准,阀门的泄露等级为Ⅴ级。

PID参数的整定:原则上仪表就有PID自整定功能,如实在控制效果不佳可按如下方法整定:整定比例控制将比例控制作用由小变到大,观察各次响应,直至得到反应快、超调小的响应曲线。整定积分环节若在比例控制下稳态误差不能满足要求,需加入积分控制。先将步骤(1)中选择的比例系数减小为原来的50~80%,再将积分时间置一个较大值,观测响应曲线。然后减小积分时间,加大积分作用,并相应调整比例系数,反复试凑至得到较满意的响应,确定比例和积分的参数。整定微分环节若经过步骤(2),PI控制只能消除稳态误差,而动态过程不能令人满意,则应加入微分控制,构成PID控制。先置微分时间TD=0,逐渐加大TD,同时相应地改变比例系数和积分时间,反复试凑至获得满意的控制效果和PID控制参数。设备的结构强度满足便于检修拆装的要求。重庆干熄焦发电减温减压装置
:减压部分是减压阀、节流降噪孔板等组成。超超临界机组减温减压供应商
投标方现场服务人员的职责:现场服务人员的任务主要包括设备催交、货物的开箱检验、设备质量问题的处理、指导安装和调试、参加试运和性能验收试验。在安装和调试前,服务人员向招标方技术交底,讲解和示范将要进行的程序和方法。对重要工序(见下表),投标方技术人员要对施工情况进行确认和签证,否则招标方不能进行下一道工序。经投标方确认和签证的工序如因投标方技术服务人员指导错误而发生问题,投标方负全部责任。投标方提供的安装、调试重要工序表:序号工作名称工作主要内容备注1调试配套执行器调试2超超临界机组减温减压供应商
上一篇: 国标减温装置采购
下一篇: 石油石化减温减压阀定制价格