湖北PFMEA新版FMEA七步法
立片主要发生在小的矩形片式元件(如贴片电阻、电容)回流焊接过程中。引起这种现象的主要原因是元件两端受热不均匀,焊膏熔化有先后所致。失效后果:导致开路,引发电路故障,会使系统或整机丧失主要功能,严重度评定为7。现有故障检测方法:人工目视检测。失效原因分别为:贴片精度不够:频度为3,检测难度为5,风险指数RPN为105。回流焊接预热温度较低,预热时间较短:频度为5,检测难度为4,其风险指数RPN为140。现行控制措施:适当提高预热温度,延长预热时间。焊膏印刷过厚,频度为5,检测难度为5,风险指数RPN为175。现行控制措施:针对不同的器件选用适当厚度的丝印模板。PFMEA需要制造商对质量管理体系进行不断的改进和提高。湖北PFMEA新版FMEA七步法
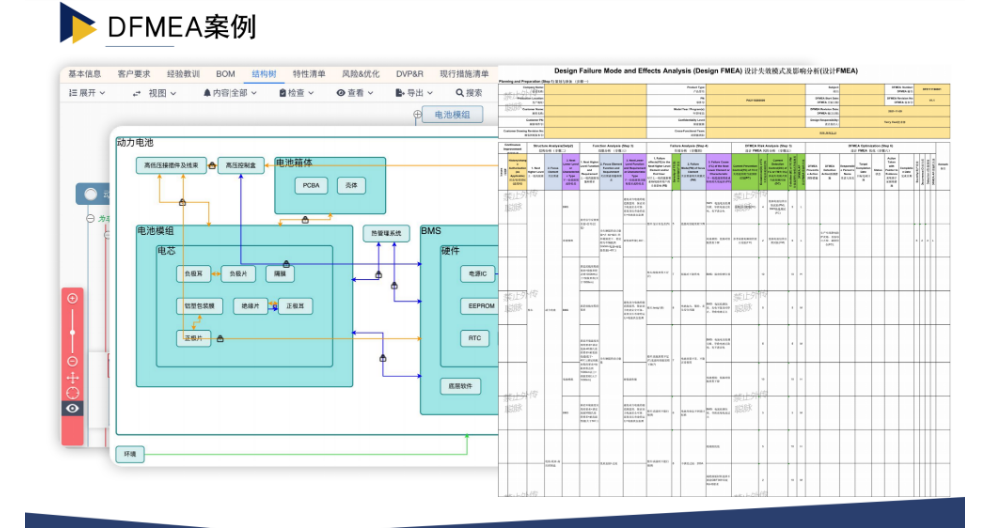
在计算了各潜在失效模式的RPN值之后,后续工作就是开展相应的工艺试验,探寻针对高RPN值和高严重度的潜在失效模式的纠正措施,并在纠正后,重新进行风险评估,验证纠正措施的可行性与正确性。过程风险:现以汽车内饰产品——汽车内饰件的制造过程为例,来简单介绍如何利用PFMEA分析制造过程风险,并予以改进的。为了使PFMEA进行的条理清晰,需使用一个表样,按照表格中对应的数字编号的内容进行介绍。基本数据在表格上部填上所分析的零部件及PFMEA小组成员的相关信息。石家庄PFMEA风险分析评估PFMEA可以帮助制造商降低质量问题的风险,从而减少退货和召回。

在PFMEA分析过程中,应该充分识别产品特性和过程特性。所谓的特性是指表征产品或过程的特征或量化属性,新产品的质量取决于交付过程质量,通过一系列的加工过程功能确定了产品特性,因此,新产品的特性/CTQ可能在加工的过程中被改变,而PFMEA分析的目标是为了预防新产品的特性在制造加工过程中被各类因子改变的潜在风险。关键的待加工件特性(即CTQ)是在产品设计文件中所确定的,如尺寸、形状、关键性能、表面处理状态、镀膜厚度或相关的行业/法规要求等,它应该是可判断或可测量的,为了保障的产品交付质量,必须将产品/部件/器件的CTQ与每一道工序关联起来。因此,团队应首先明确每一道加工工序所输出的在制品CTQ,作为未来失效分析的前提条件。具体分析要求可以参见《CTQ分析指南》中<3.3.1确定工序CTQ>。
PFMEA失效分析,是基于功能和要求识别失效模式,再围绕失效模式展开做因果分析,通过失效模式去找后果,再通过失效模式寻找原因。PFMEA风险分析,是基于当前已有的预防和探测控制措施,利用严重度、发生度、探测度去评价风险。PFMEA优化(改进),就是基于风险分析,针对高风险项提出进一步降低风险的建议措施,建议措施一定要验证有效后才可以得到正式实施。所以当前控制措施、建议措施和已采取措施之间的区别,大家一定要搞得清楚。基于细化到基本操作的过程流程图(PFD)所做的功能分析实际上是呈现所分析的操作的功能和要求。PFMEA能帮助识别产品或过程中的风险。
PFMEA的模式分析:严重程度:指潜在失效模式对客户造成的后果的严重程度。为了准确定义失效模型的不利影响,通常需要对每个失效模型的潜在影响进行评估,并给其打分,用1-10分表示。分数越高,影响越严重。“可能性”:指特定失效原因发生的概率。可能性的分类数侧重于它的意义而不是它的数值。通常用1-10分来评价可能性。分数越高,发生的几率越大。“检测难度”:指在零件离开制造工序或设备工位之前,发现失效造成的工艺缺陷的难度。评价指标也分为1-10个等级,分数越高越难发现和查出来;PFMEA是一项预防性质量管理工具。湖北PFMEA新版FMEA七步法
PFMEA的步骤包括确定过程步骤、识别潜在的故障模式和效应。湖北PFMEA新版FMEA七步法
事实上,分析的对象越小,失效模式越容易提炼出来,因此,在PFMEA分析中,理想的做法是针对4M要素开展失效模式分析,这样也易于总结出不同工序共性的失效模式,便于在不同工序水平展开。常见的功能失效模式有如下7种:1、功能丧失(即无法操作、突然失效);2、功能退化(即性能随时间损失);3、功能间歇(即操作随机开始/停止/开始);4、部分功能丧失(即性能损失);5、功能延迟(即非预期时间间隔后的操作);6、功能超范围(即超出可接受极限的操作);7、非预期功能(即在错误的时间操作、意外的方向、不相等的性能)。湖北PFMEA新版FMEA七步法
上一篇: FMEDA过程风险分析收费
下一篇: 江苏PFMEA七步法内容