湖北输送机
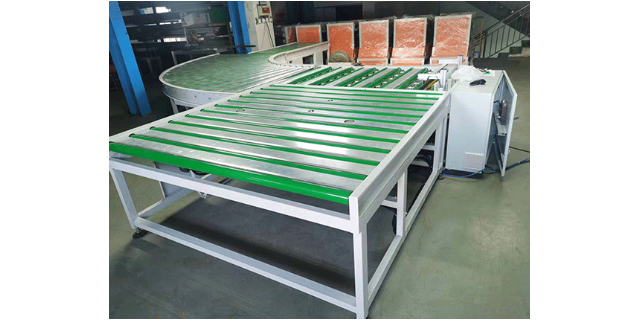
皮带输送机特性可运输的原材料品种繁多,既可运输各种各样散料,也可运输各种各样纸箱子、包装袋子等散件净重偏轻的商品,也可用以大型商场收银处的货品运输,主要用途普遍。皮带输送机构造多种形式,有槽型皮带输送机、平型皮带输送机、上坡皮带输送机、侧倾皮带输送机、转弯皮带机等多种形式,上还可加设推板、侧隔板、裙板等附注、能各种各样加工工艺规定。皮带输送机选用专门使用型的食品级不锈钢输送皮带,可食品类、制药业、日化等制造行业的规定。运输稳定,原材料与输送皮带间沒有相对速度,可以防止对运输物的毁坏。与其他皮带输送机对比噪声较小,合适于工作标准较为清静的。禁止工作人员乘座皮带输送机,禁止用积放式机运输机器设备和沉重原材料。湖北输送机

假如皮带输送机在生产制造全过程中零部件生产制造品质差,将会造成输送皮带方向跑偏,具体表现在:积极辊子和从动辊子内孔圆柱度生产制造偏差过大,使辊子有单边锥度,输送皮带运作时遭受一个纵向力;缓冲托辊平行度偏差、缓冲托辊运行不灵便;皮带输送机支撑架的弯曲刚度不够及制做精密度不符合规定,零部件受压形变过大进而输送皮带方向跑偏;输送皮带自身有缺点,应力集中遍布不平衡这些?皮带输送机安裝完毕后开展试运转,较先高转速调试,详尽查验皮带输送机的全部构件,校正全部机械零部件的对中状况及输送皮带运作满载段缓冲托辊的对中状况,并开展必需的调节,做到规定后载入运作,查验及调节流程与满载调试时同样。试验結果及格后,可资金投入宣布运作,不然将会给输送皮带方向跑偏留有安全隐患。广州双螺旋输送机直销皮带输送机设备时,可选用提升输送皮带与驱动器滚桶问的磨擦和围包角的方式来确保到需的驱动力。
一般根据物料搬运系统的要求、物料装卸地点的各种条件、有关的生产工艺过程和物料的特性等来确定各主要参数。输送能力:输送机的输送能力是指单位时间内输送的物料量。在输送散状物料时,以每小时输送物料的质量或体积计算;在输送成件物品时,以每小时输送的件数计算。输送速度:提高输送速度可以提高输送能力。在以输送带作牵引件且输送长度较大时,输送速度日趋增大。但高速运转的带式输送机需注意振动、噪声和启动、制动等问题。对于以链条作为牵引件的输送机,输送速度不宜过大,以防止增大动力载荷。同时进行工艺操作的输送机,输送速度应按生产工艺要求确定。构件尺寸:输送机的构件尺寸包括输送带宽度、板条宽度、料斗容积、管道直径和容器大小等。这些构件尺寸都直接影响输送机的输送能力。输送长度和倾角:输送线路长度和倾角大小直接影响输送机的总阻力和所需要的功率。
皮带输送机的实际操作,皮带输送机设备维修的时候一定要留意:1、皮带输送机运行的时候严禁对发动机、机尾滚桶开展除工作中。2、皮带输送机在维修发动机卸载掉滚桶一部分时,务必将先断开全部开关电源。3、解决带方向跑偏的时候禁止用手、脚及人体别的位置立即触碰带。4、在皮带输送机上维修、解决常见故障或者是做别的工作中时,务必关掉皮带输送机的自动开关,挂上标志牌,并按住急停开关。5、常常查验皮带输送机维护保养纪录,并维持完好无损。皮带输送机滚桶包含主驱动器滚桶和尾辊,他们由无缝钢管做成。

输送机支架焊条电弧焊的焊接方法:运条:焊条沿焊接方向移动---随着焊条的不断熔化,逐渐形成一条焊道。若焊条移动速度太慢,则焊道会过高、过宽、外形不整齐,焊接薄板时会发生烧穿现象;若焊条的移动速度太快,则焊条与焊件会熔化不均匀,焊道较窄,甚至发生未焊透现象。焊条移动时应与前进方向成70—80度的夹角,以使熔化金属和熔渣推向后方,否则熔渣流向电弧的前方,会造成夹渣等缺陷。运条是焊接过程中较重要的环节,它直接影响焊缝的外表成形和内在质量。电弧引燃后,一般情况下焊条有三个基本运动:朝熔池方向逐渐送进、沿焊接方向逐渐移动、横向摆动。焊条朝熔池方向逐渐送进---既是为了向熔池添加金属,也为了在焊条熔化后继续保持一定的电弧长度,因此焊条送进的速度应与焊条熔化的速度相同。否则,会发生断弧或粘在焊件上。皮带输送机胶布长期性处于湿冷、高溫等的自然环境下易使胶布主芯定编层、牵引带镀锌钢丝绳生锈,导致断带。湖北输送机
皮带输送机运作中出現胶布方向跑偏迹象时,应泊车查验调节,不可凑合应用,以防损坏边缘和提升负载。湖北输送机
刮板输送机有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。刮板输送机主要优点:结构坚实。能经受住煤炭、矸石或其他物料的冲、撞、砸、压等外力作用。能适应采煤工作面底板不平、弯曲推移的需要,可以承受垂直或水平方向的弯曲。机身矮,便于安装。能兼作采煤机运行的轨道。可反向运行,便于处理底链事故。能作液压支架前段的支点。湖北输送机