浙江杯子模具生产厂家
塑料在模具型腔凝固形成塑件为了将其取出来必须将型腔打开,也就是必须将模具分成两个部分即定模和动模两部分,这两部分接触的面成为分型面。分型面的选取时要注意问题如下:应该选取在注塑件外形轮廓尺寸的更大断面处使注塑件顺利的从型腔中取出。应保证注塑件的表面质量和外观要求以及尺寸形状的精度。分型面应该有利于排气还要能防止溢流。应该便于模具的加工并简化其结构。塑料模具分型面的选取不仅关系到塑件的正常成型和脱模,而且影响模具的结构与制造成本。一般来说,分型面的总体选择原则是,保证塑件质量,便于制件脱模、简化模具结构。购买日用品模具,就选台州市黄岩恒睿模具有限公司,有需求可以来电咨询!浙江杯子模具生产厂家
一种用于压塑、挤塑、注塑、吹塑和低发泡成型的组合式塑料模具,它主要包括由凹模组合基板、凹模组件和凹模组合卡板组成的具有可变型腔的凹模,由凸模组合基板、凸模组件、凸模组合卡板、型腔截断组件和侧截组合板组成的具有可变型芯的凸模。模具凸、凹模及辅助成型系统的协调变化。可加工不同形状、不同尺寸的系列塑件。塑料加工工业中和塑料成型机配套,赋予塑料制品以完整构型和精确尺寸的工具。由于塑料品种和加工方法繁多,塑料成型机和塑料制品的结构又繁简不一,所以,塑料模具的种类和结构也是多种多样的。辽宁坐便圈模具哪家好台州市黄岩恒睿模具有限公司为您供应日用品模具,期待您的光临!

直浇口和大截面浇口的使用可降低收缩,但在各向异性较大的情况下,直浇口和大截面浇口沿熔融塑料流动方向收缩,沿垂直流动方向收缩更大;反之,当浇口厚度较小时,注塑塑料模具的浇口部分会提前凝结固化,型腔内的塑料经过收缩后无法及时补充熔融塑料,会使得产品收缩会变大。点浇口冷却固化速度更快,当注塑成型件条件允许时,可以在注塑塑料模具上设置多点浇口,这样做能有效地增加保压时间,增加模具型腔压力,减小产品的收缩率。
压塑模具:包括压缩成型和压注成型两种结构模具类型。它们是主要用来成型热固性塑料的一类模具,其所对应的设备是压力成型机。压缩成型方法根据塑料特性,将模具加热至成型温度(一般在103°108°),然后将计量好的压塑粉放入模具型腔和加料室,闭合模具,塑料在高热,高压作用下呈软化粘流,经一定时间后固化定型,成为所需制品形状。压注成型与压缩成型不同的是没有单独的加料室,成型前模具先闭合,塑料在加料室内完成预热呈粘流态,在压力作用下调整挤入模具型腔,硬化成型。压塑模具主要由型腔、加料腔、导向机构、推出部件、加热系统等组成。压注模具普遍用于封装电器元件方面。压塑模具制造所用材质与注射模具基本相同。购买日用品模具,就选台州市黄岩恒睿模具有限公司。

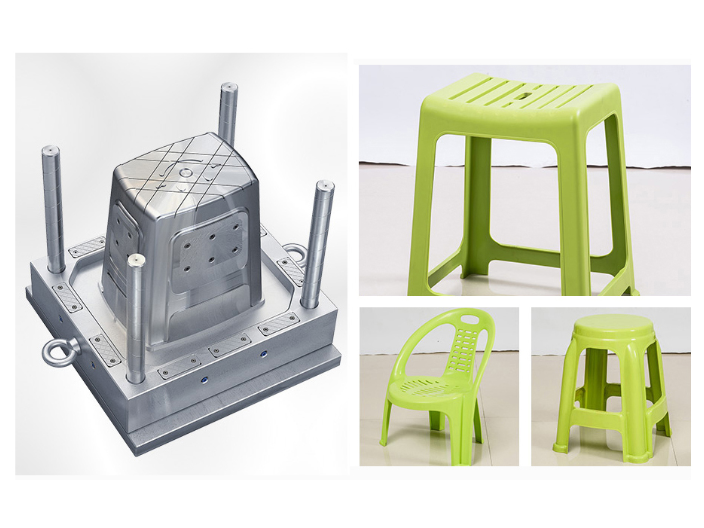
塑料模具是一种生产塑料制品的工具.它由几组零件部分构成,这个组合内有成型模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,模具再闭合进行下一次注塑,整个注塑过程是循环进行的。一般塑料模具由动模和定模两部分组成,动模安装在注射成型机的移动模板上,定模安装在注射成型机的固定模板上。在注射成型时动模与定模闭合构成浇注系统和型腔,开模时动模和定模分离以便取出塑料制品。台州市黄岩恒睿模具有限公司致力日用品模具生产研发,欢迎您的来电哦!辽宁坐便圈模具哪家好
台州市黄岩恒睿模具有限公司是一家专业生产销售日用品模具,有想法的可以来电咨询!浙江杯子模具生产厂家
在工作过程中,模具承受着冲击载荷,为了减少在使用过程中的折断、崩刃等形式的损坏,要求模具钢具有一定的韧性。模具钢的化学成分,晶粒度,纯净度,碳化物和夹杂物等的数量、形貌、尺寸大小及分布情况,以及模具钢的热处理制度和热处理后得到的金相组织等因素都对钢的韧性带来很大的影响。模具热处理是钢料提升硬度性能的一个重要手段,一般都在模具开粗之后进行的,热处理回来再进行精加工,但是处理的过程中也是有存在风险的,处理不当会造成钢料出现裂纹而报废。浙江杯子模具生产厂家