湖北生产防错系统设计
六、质量检查与反馈全检与抽检:在生产线末端设置全检或抽检环节,对产品进行一面或抽样检查,确保产品质量符合标准。客户反馈:积极收集和分析客户反馈意见,及时发现和解决产品中存在的问题,不断改进生产工艺和质量控制方法。综上所述,生产线上防止少装零件需要采取多种措施和方法,包括工艺优化、防错防呆设计、物料管理与追溯、员工培训与激励、自动化与智能化以及质量检查与反馈等。这些措施和方法相互配合、相互补充,共同构成了一个完整的质量控制体系。智能取料工作台能用在库房取料吗?湖北生产防错系统设计
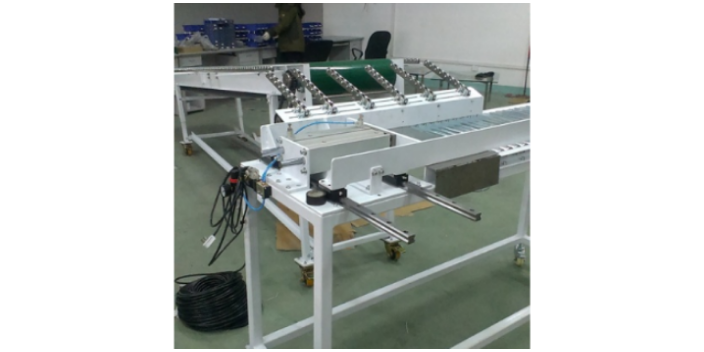
生产防错系统
亮灯指示系统:指示灯:在工作台的适当位置安装LED或其他类型的指示灯,用于指示正确的零件位置、操作步骤或错误提示。指示灯的颜色、闪烁频率等可以根据不同的指示信息进行调整。控制系统:亮灯指示系统通常由控制系统驱动,该系统可以接收来自传感器、计算机或其他设备的信号,并根据预设的逻辑判断结果来控制指示灯的亮灭和闪烁。辅助设备:传感器:用于检测零件的位置、数量、类型等信息,并将这些信息传输给控制系统。传感器可以安装在工作台的不同位置,如零件存放区、取料区等。甘肃生产防错系统工厂直销有一种工作台竟然能知道有已经拿过料了!

例如,当员工将物料放回原位时,光电传感器会再次检测到光信号的变化,并触发相应的反馈操作,如重置计数器或解除警报等。三、结论综上所述,光电感应防错台通过光电传感器来检测物料的存在或移动,从而判断员工是否拿过料。当员工拿取物料时,他们的动作会触发光电传感器的检测机制,进而触发防错台内部的检测逻辑和反馈机制。这样,光电感应防错台就能够准确地知道员工是否拿过料,并采取相应的措施来确保生产过程的准确性和安全性。
技术特点:实时检测:能够实时扫描物料余量,及时发现缺料情况。无线通信:利用无线传感器网络技术,实现数据的无线传输和指令的远程下发。指示明确:通过点亮相应位置的指示灯,清晰地指示取料位置。3.自动化取料系统描述:自动化取料系统通常集成了多种传感器和控制系统,能够自动识别零件的位置和姿态,并通过机械手或其他自动化设备实现零件的自动抓取和搬运。这些系统往往与视觉识别系统、机器人控制系统等相结合,形成完整的自动化生产线。亮灯指示防错组装工作台能用在什么地方?
生产防错用颜色防错和标识防错:对于需要目视区分的相似零件,使用颜色编码或粘贴标识来区分,如区分左右零件的“L”和“R”标识,或车型名称及零件号组合。2. 制造执行系统(MES)的应用零件一个性验证:利用扫描设备读取零件的一维码或二维码,将获取的零件序列号与MES系统中的BOM(物料清单)零件号进行比对,确保零件的正确性。零件匹配性验证:MES系统根据当前工位的BOM对获取的条码数据进行匹配校验,确保装配的零件与设计要求相符。生产线上需要防错系统吗?上海自制生产防错系统调试
员工组装产品时总是会出错怎么办?湖北生产防错系统设计
应用实例:在柔性振动盘中,CCD视觉识别系统被用于对小零件进行定位识别,确保机械手能够准确地抓取零件。这一过程中,柔性振动盘首先对散装的小零件进行振散、聚拢至合适姿态,然后视觉识别系统对小零件进行定位,个终由机械手根据位置信息调整姿态并抓取零件。2.点阵式物料检测和取料指示装置描述:点阵式物料检测和取料指示装置结合了无线传感器网络技术,能够实时扫描物料架上的物料余量情况,并在缺料时产生告警。同时,当需要领取某种物料时,服务器通过无线网络将取料指示指令发送到对应物料架,点亮相应位置的指示灯,从而提示取料位置。湖北生产防错系统设计
上一篇: 江苏自动化生产防错系统推荐厂家
下一篇: 没有了