温州锻钢阀门售后
阀体加工需要注意这几点:1.尺寸精度:阀体的尺寸精度通常在9级以下。法兰端部的止口和镶阀座孔的精度一般为11级。阀体的结构长度和法兰外径等应符合M级标准。2.表面粗糙度:阀体密封面的表面粗糙度应在Ra1.6~0.4um之间;阀座孔、内止口和活塞孔的表面粗糙度应在Ra12.5~3.2um之间;其他加工部位的表面粗糙度应在Ra25~6.3um之间。3.几何形状和位置精度:法兰端面应平行,100mm直径上的误差不应超过0.15mm;闸阀阀体量密封面对阀体导向筋的对称度不应超过规定值。阀盖加工的注意事项如下:1.填料孔、与阀杆螺母配合的圆柱孔和法兰止口的精度一般为11级,表面粗糙度不低于Ra6.3um,其他非配合加工表面的精度为M级,表面粗糙度为Ra25um。2.填料孔与阀杆螺母配合的圆柱孔的同轴度不应超过规定值。3.法兰止口与配合阀杆螺母的圆柱孔的同轴度不应超过规定值。锻钢阀是一种常用的工业阀门,广泛应用于石油、化工、电力等领域。温州锻钢阀门售后

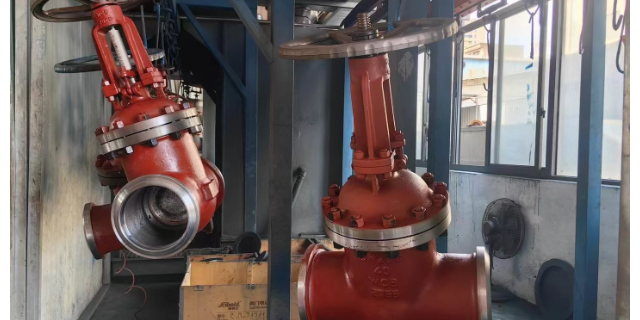
阀门零件在机床上夹紧比较困难,阀门主要零件的结构和形状也是相对复杂,其中一些零件是薄壁且细长的,刚性较差。在机床加工过程中,这些零件的定位和夹紧都比较困难,因此需要使用复杂的工装夹具。有些阀门零件(如阀体、闸板等)的基面精度和粗糙度较低,有时甚至采用非加工表面。然而,被加工的密封面等部位的精度和粗糙度要求却很高,很难保证加工质量。因此,为了满足工艺上的需求,通常需要提高基面的精度和粗糙度,或者在非加工表面上加工出基面,这增加了阀门制造工艺的复杂性。锻钢阀门生产球阀的尺寸和压力等级可以根据工程需求进行选择,以确保流体控制的准确性和安全性。

阀瓣加工注意事项改写如下:1.配合加工表面的精度要求为11级,表面粗糙度不得超过Ra12.5um;非配合加工表面的精度为M级,表面粗糙度为Ra25um。2.密封面必须保持平整,不得有任何划线、刀痕、磕碰损伤,表面粗糙度不得超过Ra1.6um。3.密封面与配合的内孔(或外圆)轴线的垂直度不得超过0.05:100。闸板加工注意事项如下:1.闸板的密封面部位,钢制闸板的T形槽和导向槽需要进行机械加工(精铸模具除外),其他部位一般为非加工表面。2.密封面必须保持平整,不得有气孔、划线、刀痕和裂缝等缺陷,表面粗糙度不得超过Ra1.6um。3.闸板厚度公差一般为11级。4.非配合加工表面的精度为M级,表面粗糙度为Ra25um。5.导向槽或筋的两侧面与两个密封面的对称度不得超过规定值,两个导向槽的地面平行度不得超过规定值。6.密封面经过堆焊后应进行热处理,以消除应力。
手动闸阀具有结构简单、操作方便、密封性能好的优点。它适用于一些要求不频繁操作的场合,如工业管道系统中的截断和调节流量。然而,手动闸阀也有一些缺点。首先,手动操作需要人力,不适用于大流量和高压力的场合。其次,由于阀芯上下移动的摩擦,手动闸阀的开关力较大,需要一定的力量才能操作。此外,手动闸阀的调节性能较差,无法精确控制流量。总结起来,手动闸阀是一种常见的阀门类型,通过手动旋转阀杆来打开或关闭阀门。它具有结构简单、操作方便的优点,但在大流量、高压力和精确控制流量的场合下不适用。锻钢阀的使用寿命长,能够经受高频率的开关操作,具有较高的可靠性。
阀门零件在机床上夹紧比较困难。阀门主要零件的结构和形状相对复杂,其中一些零件是薄壁且细长的,刚性较差。在机床加工过程中,这些零件的定位和夹紧都比较困难,因此需要使用复杂的工装夹具。有些阀门零件(如阀体、闸板等)的基面精度和粗糙度较低,有时甚至采用非加工表面。然而,被加工的密封面等部位的精度和粗糙度要求却很高,很难保证加工质量。因此,为了满足工艺上的需求,通常需要提高基面的精度和粗糙度,或者在非加工表面上加工出基面,这增加了阀门制造工艺的复杂性。香驰球阀适用于各种工业领域,如石油、化工、电力等。防爆阀门种类
蝶阀的安装和维护相对简单,可以减少人力和时间成本。温州锻钢阀门售后
盲板阀是一种手、电动或气、液动切断气体介质的闸板阀,一般分为电动盲板阀、液动盲板阀、封闭式插板阀、电动敞开式盲板。盲板阀由左、右阀体、伸缩机构、扇形阀板及驱动阀板的电动推杆Ⅰ和夹紧、松开的电动推杆Ⅱ组成。盲板阀原理:盲板阀共有三个驱动装置,其中有两个手动夹紧或松开装置,一个为使闸板开通或者关闭的电动装置,在开或关闸板中,先要松开两个手动装置,而后再启动电动装置,以达到闸板开或关的目的(特别注意:两个手动装置不松开,不得开启电动装置),闸板开或关完成后,再将两个手动装置夹紧,管道方能进行工作。温州锻钢阀门售后
上一篇: 四川软密封阀门生产厂家
下一篇: 电磁阀门标准